ようこそ
設定をご確認ください
設定の更新
提案製品
Product Family suggestions
ソリューション編集
ソリューション追加
ソリューション名: {{SolutionName}}- 製品
- /
- 金属加工工具
- /
- 穴あけ加工
- /
- 超硬ソリッドドリル
- /
- KenDrill Micro
- /
- KenDrill™ Micro • 2 x D • 内部クーラント • ストレートシャンク • メトリック
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

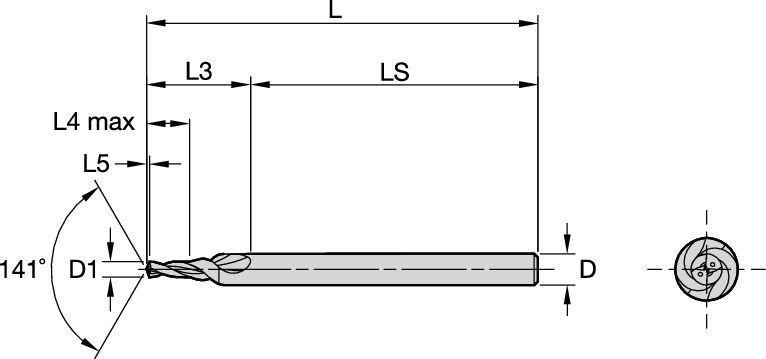
KenDrill™ Micro • 2 x D • 内部クーラント • ストレートシャンク • メトリック
複数の被削材の小径用超硬ソリッド深穴ドリル
特徴と利点
- 大量のクーラント供給により、効率的な切り屑排出が保証されます。
- スイス式旋盤やマシニングセンターでの浅穴と深穴のマイクロドリル加工が可能です。
使用法と用途
ドリル加工
工具寸法:2枚刃/4マージン/クーラント
穴あけ加工 — スルークーラント
シャンク — ストレート プレーン ≤h6
ねじれ角: 30°
| Cutting Speed
|
Feed rate (f) = IPR by diameter | |||||||
| Material
|
Min | Starting Value | Max | .039 | .059 | .079 | .098 | .114 |
| P | ||||||||
| 0 | 100 | 210 | 330 | .0008
|
.0012
|
.0016
|
.0020
|
.0023
|
| 1 | 100 | 210 | 330 | .0008
|
.0012
|
.0016
|
.0020
|
.0023
|
| 2 | 100 | 210 | 330 | .0008
|
.0012
|
.0016
|
.0020
|
.0023
|
| 3 | 100 | 210 | 330 | .0008
|
.0012
|
.0016
|
.0020
|
.0023
|
| 4 | 100 | 210 | 330 | .0008
|
.0012
|
.0016
|
.0020
|
.0023
|
| 5 | 70 | 200 | 330 | .0006
|
.0008
|
.0010
|
.0012
|
.0013
|
| 6 | 70 | 200 | 330 | .0006
|
.0008
|
.0010
|
.0012
|
.0013
|
| M | ||||||||
| 1 | 70 | 200 | 330 | .0004
|
.0006
|
.0008
|
.0010
|
.0011
|
| 2 | 70 | 200 | 330 | .0004
|
.0006
|
.0008
|
.0010
|
.0011
|
| 3 | 70 | 200 | 330 | .0004
|
.0006
|
.0008
|
.0010
|
.0011
|
| K | ||||||||
| 1 | 130 | 230 | 330 | .0008
|
.0012
|
.0016
|
.0020
|
.0023
|
| 2 | 130 | 230 | 330 | .0008
|
.0012
|
.0016
|
.0020
|
.0023
|
| 3 | 130 | 230 | 330 | .0008
|
.0012
|
.0016
|
.0020
|
.0023
|
| N | ||||||||
| 1 | 330 | 460 | 590 | .0008
|
.0012
|
.0016
|
.0020
|
.0023
|
| 2 | 330 | 460 | 590 | .0008
|
.0012
|
.0016
|
.0020
|
.0023
|
| 3 | 330 | 460 | 590 | .0008
|
.0012
|
.0016
|
.0020
|
.0023
|
| 4 | 330 | 460 | 590 | .0008
|
.0012
|
.0016
|
.0020
|
.0023
|
| S | ||||||||
| 1 | 30 | 100 | 160 | .0004
|
.0006
|
.0008
|
.0010
|
.0011
|
| 2 | 30 | 100 | 160 | .0004
|
.0006
|
.0008
|
.0010
|
.0011
|
| 3 | 30 | 100 | 160 | .0004
|
.0006
|
.0008
|
.0010
|
.0011
|
| 4 | 30 | 100 | 160 | .0004
|
.0006
|
.0008
|
.0010
|
.0011
|
| Cutting Speed
|
Feed rate (f) = mm/r by diameter | |||||||
| Material
|
Min | Starting Value | Max | 1,0 | 1,5 | 2,0 | 2,5 | 2,9 |
| P | ||||||||
| 0 | 30 | 65 | 100 | 0,020
|
0,030
|
0,040
|
0,050
|
0,058
|
| 1 | 30 | 65 | 100 | 0,020
|
0,030
|
0,040
|
0,050
|
0,058
|
| 2 | 30 | 65 | 100 | 0,020
|
0,030
|
0,040
|
0,050
|
0,058
|
| 3 | 30 | 65 | 100 | 0,020
|
0,030
|
0,040
|
0,050
|
0,058
|
| 4 | 30 | 65 | 100 | 0,020
|
0,030
|
0,040
|
0,050
|
0,058
|
| 5 | 20 | 60 | 100 | 0,015
|
0,020
|
0,025
|
0,030
|
0,034
|
| 6 | 20 | 60 | 100 | 0,015
|
0,020
|
0,025
|
0,030
|
0,034
|
| M | ||||||||
| 1 | 20 | 60 | 100 | 0,010
|
0,015
|
0,020
|
0,025
|
0,029
|
| 2 | 20 | 60 | 100 | 0,010
|
0,015
|
0,020
|
0,025
|
0,029
|
| 3 | 20 | 60 | 100 | 0,010
|
0,015
|
0,020
|
0,025
|
0,029
|
| K | ||||||||
| 1 | 40 | 70 | 100 | 0,020
|
0,030
|
0,040
|
0,050
|
0,058
|
| 2 | 40 | 70 | 100 | 0,020
|
0,030
|
0,040
|
0,050
|
0,058
|
| 3 | 40 | 70 | 100 | 0,020
|
0,030
|
0,040
|
0,050
|
0,058
|
| N | ||||||||
| 1 | 100 | 140 | 180 | 0,020
|
0,030
|
0,040
|
0,050
|
0,058
|
| 2 | 100 | 140 | 180 | 0,020
|
0,030
|
0,040
|
0,050
|
0,058
|
| 3 | 100 | 140 | 180 | 0,020
|
0,030
|
0,040
|
0,050
|
0,058
|
| 4 | 100 | 140 | 180 | 0,020
|
0,030
|
0,040
|
0,050
|
0,058
|
| S | ||||||||
| 1 | 10 | 30 | 50 | 0,010
|
0,015
|
0,020
|
0,025
|
0,029
|
| 2 | 10 | 30 | 50 | 0,010
|
0,015
|
0,020
|
0,025
|
0,029
|
| 3 | 10 | 30 | 50 | 0,010
|
0,015
|
0,020
|
0,025
|
0,029
|
| 4 | 10 | 30 | 50 | 0,010
|
0,015
|
0,020
|
0,025
|
0,029
|