
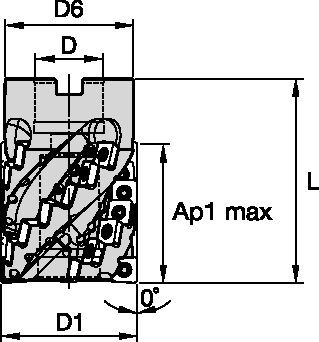
5230VS09 Aufsteckfräser • Stellram • Metrisch
Aufsteckfräser
Features and benefits
- Hohe Zeitspanungsvolumen in Titan und hochwarmfesten Legierungen.
- Chevron Design verbessert die Stabilität und senkt die Leistungsaufnahme.
- Positionierung der Wendeschneidplatten für einen weichen progressiven Schneideneingriff und damit längere Standzeiten.
- Individuelle Kühlmitteldüsen pro Wendeschneidplatte ermöglichen eine konstante Spanabführung und gleichmäßig stabile Temperaturen im Zerspanungsbereich.
Uses and application
Slotting: Shoulder Profiling
Fräsen – Innere Kühlmittelzuführung
Fräsen – Eckfräsen
 <="" td="">
<="" td="">