Willkommen
Bestätigen Sie bitte Ihre Präferenzen
Einstellungen aktualisieren
Produktvorschläge
Product Family suggestions
Kennametal steht Ihnen zur Diensten
Hallo, User Name
Das von Ihnen ausgewählte Konto:
Es gibt ein Problem mit Ihrem Konto. Bitte kontaktieren Sie den Kundendienst.
Kundenkonto
Konto ändern
Lieferadresse
Konto ändern
- Übersicht
- Bestellungen verwalten
- Kanäle verwalten
- Adressbuch
-
Notifications
Mark all as read - Passwort ändern
- Mein Profil
- Abmelden
Artikel
erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Mehr fräsern, weniger zahlen – mit unseren zeitlich begrenzten Angeboten.
Jetzt bestellen.
Kennametal steht Ihnen zur Diensten
Artikel
erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Lösung bearbeiten
Lösung hinzufügen
Lösungsname: {{SolutionName}}- Produkte
- /
- HARVI™ III • Konus-Kugelkopf • 6 Schneiden • Zylinderschaft • Metrisch
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

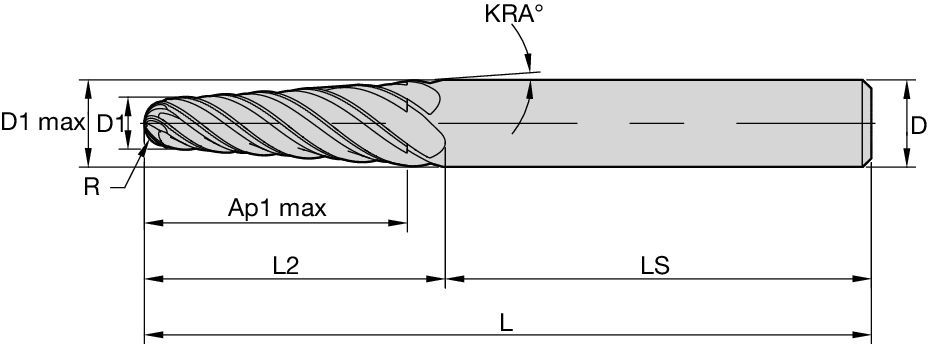
HARVI™ III • Konus-Kugelkopf • 6 Schneiden • Zylinderschaft • Metrisch
HARVI™ III Vollhartmetall-Schaftfräser für die 5-Achsen-Bearbeitung zur signifikanten Steigerung der Leistung und Verringerung der Eingriffszeit
Features and benefits
- Vielseitiger Vollhartmetall-Schaftfräser für die 5-Achsen-Bearbeitung von Stählen, nicht rostendem Stahl und Hochtemperaturlegierungen.
- Sechs Spannuten im Kugelkopfbereich und im Kegelbereich für höchste Zerspanungsvolumina.
- Zwei Kegelwinkel für ein breites Anwendungsspektrum.
- HARVI™ III Kegelschaftfräser mit Kugelkopf verfügen über ungleiche Spannutenabstände für ratterfreie Bearbeitung bei höchsten Vorschubraten.
- Zentrales Schneiden für Eintauch- und Rampenarbeiten.
Uses and application
Umfangfräsen/Schulterfräsen: Kugelkopf / Vollradius
3D-Profilfräsen/Kopierfräsen
Werkzeugabmessungen: Schneidreihen: 6
Spiralwinkel: 38°
| End Mill Tolerances | |||
| D1 | tolerance e8 | D | tolerance h6 + / - |
| ≤3 | -0,014/-0,028 | ≤3 | +0/-0,006 |
|
|
-0,020/-0,038 |
|
+0/-0,008 |
|
|
-0,025/-0,047 |
|
+0/-0,009 |
|
|
-0,032/-0,059 |
|
+0/-0,011 |
|
|
-0,040/-0,073 |
|
+0/-0,013 |
HARVI III • UJBE • Kugelkopfausführung mit 6 Schneiden • Ungleiche Schneidreihenteilung • Vorschlichten
| Material
|
 <="" td=""> <="" td=""> | KCSM15A | Recommended feed per tooth (fz = mm/th) for side milling. | |||||||||||||||
| Cutting Speed
|
D1
|
|||||||||||||||||
| ap | ae | Min | Max | mm | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | 25,0 | |||
| P | 0 | Ap max | 0,4 x D | 150 |
|
200 | Fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 |
| 1 | Ap max | 0,4 x D | 150 |
|
200 | Fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 | |
| 2 | Ap max | 0,4 x D | 140 |
|
190 | Fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 | |
| 3 | Ap max | 0,4 x D | 120 |
|
160 | Fz | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 | |
| 4 | Ap max | 0,4 x D | 90 |
|
150 | Fz | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 | |
| 5 | Ap max | 0,4 x D | 60 |
|
100 | Fz | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 | |
| 6 | Ap max | 0,4 x D | 50 |
|
75 | Fz | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 | |
| M | 1 | Ap max | 0,4 x D | 90 |
|
115 | Fz | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| 2 | Ap max | 0,4 x D | 60 |
|
80 | Fz | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 | |
| 3 | Ap max | 0,4 x D | 60 |
|
70 | Fz | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 | |
| S | 1 | Ap max | 0,4 x D | 50 |
|
90 | Fz | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 |
| 2 | Ap max | 0,4 x D | 25 |
|
50 | Fz | 0,013 | 0,016 | 0,019 | 0,026 | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | 0,061 | |
| 3 | Ap max | 0,4 x D | 25 |
|
40 | Fz | 0,013 | 0,016 | 0,019 | 0,026 | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | 0,061 | |
| 4 | Ap max | 0,4 x D | 50 |
|
60 | Fz | 0,016 | 0,021 | 0,026 | 0,037 | 0,045 | 0,052 | 0,058 | 0,064 | 0,069 | 0,074 | 0,084 | |
| H | 1 | Ap max | 0,4 x D | 80 |
|
140 | Fz | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 |
| Werkstoffgruppe | <="" td=""> | KCSM15 | Empfohlener Vorschub pro Zahn (fz = mm/Zahn) zum Eckfräsen (A). | ||||||||||
| A | Schnittgeschwindigkeit
|
D1
|
|||||||||||
| ap | ae | min. | max. | mm | 10,0 | 12,0 | 16,0 | 18,0 | 20,0 | 25,0 | |||
| P | 0 | Ap max | 0,06 x D | 285 |
|
380 | fz | 0,086 | 0,099 | 0,121 | 0,130 | 0,137 | 0,149 |
| 1 | Ap max | 0,06 x D | 285 |
|
380 | fz | 0,086 | 0,099 | 0,121 | 0,130 | 0,137 | 0,149 | |
| 2 | Ap max | 0,06 x D | 266 |
|
361 | fz | 0,086 | 0,099 | 0,121 | 0,130 | 0,137 | 0,149 | |
| 3 | Ap max | 0,06 x D | 228 |
|
304 | fz | 0,073 | 0,084 | 0,105 | 0,113 | 0,121 | 0,137 | |
| 4 | Ap max | 0,06 x D | 171 |
|
285 | fz | 0,065 | 0,075 | 0,092 | 0,099 | 0,106 | 0,117 | |
| 5 | Ap max | 0,06 x D | 114 |
|
190 | fz | 0,058 | 0,067 | 0,084 | 0,091 | 0,097 | 0,109 | |
| 6 | Ap max | 0,06 x D | 96 |
|
142,2 | fz | 0,048 | 0,056 | 0,068 |
|
0,078 | 0,085 | |
| M | 1 | Ap max | 0,06 x D | 171 |
|
218,5 | fz | 0,073 | 0,084 | 0,105 | 0,113 | 0,121 | 0,137 |
| 2 | Ap max | 0,06 x D | 114 |
|
152 | fz | 0,058 | 0,067 | 0,084 | 0,091 | 0,097 | 0,109 | |
| 3 | Ap max | 0,06 x D | 114 |
|
133 | fz | 0,048 | 0,056 | 0,068 | 0,073 | 0,078 | 0,085 | |
| S | 1 | Ap max | 0,06 x D | 95 |
|
171 | fz | 0,073 | 0,084 | 0,105 | 0,113 | 0,121 | 0,137 |
| 2 | Ap max | 0,06 x D | 47,5 |
|
76 | fz | 0,038 | 0,045 | 0,056 | 0,060 | 0,065 | 0,074 | |
| 3 | Ap max | 0,06 x D | 47,5 |
|
76 | fz | 0,038 | 0,045 | 0,056 | 0,060 | 0,065 | 0,074 | |
| 4 | Ap max | 0,06 x D | 95 |
|
114 | fz | 0,053 | 0,062 | 0,077 | 0,083 | 0,089 | 0,100 | |
| H | 1 | Ap max | 0,06 x D | 152 |
|
266 | fz | 0,065 | 0,075 | 0,092 | 0,099 | 0,106 | 0,117 |
HARVI III • UJBE • Kugelkopfausführung mit 6 Schneiden • Ungleiche Schneidenteilung • Vorschlichten
| Material
|
<="" td=""> | KCSM15A | Recommended feed per tooth (fz = mm/th) for side milling. | ||||||||||||||
| Cutting Speed
|
D1
|
||||||||||||||||
| ap | ae | Min | Max | mm | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 18,0 | 20,0 | 25,0 | |||
| P | 0 | Ap max | 0,06 x D | 285 |
|
380 | Fz | 0,034 | 0,043 | 0,053 | 0,072 | 0,086 | 0,099 | 0,121 | 0,130 | 0,137 | 0,149 |
| 1 | Ap max | 0,06 x D | 285 |
|
380 | Fz | 0,034 | 0,043 | 0,053 | 0,072 | 0,086 | 0,099 | 0,121 | 0,130 | 0,137 | 0,149 | |
| 2 | Ap max | 0,06 x D | 266 |
|
361 | Fz | 0,034 | 0,043 | 0,053 | 0,072 | 0,086 | 0,099 | 0,121 | 0,130 | 0,137 | 0,149 | |
| 3 | Ap max | 0,06 x D | 228 |
|
304 | Fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,073 | 0,084 | 0,105 | 0,113 | 0,121 | 0,137 | |
| 4 | Ap max | 0,06 x D | 171 |
|
285 | Fz | 0,026 | 0,033 | 0,039 | 0,054 | 0,065 | 0,075 | 0,092 | 0,099 | 0,106 | 0,117 | |
| 5 | Ap max | 0,06 x D | 114 |
|
190 | Fz | 0,023 | 0,029 | 0,035 | 0,048 | 0,058 | 0,067 | 0,084 | 0,091 | 0,097 | 0,109 | |
| 6 | Ap max | 0,06 x D | 95 |
|
142,5 | Fz | 0,019 | 0,024 | 0,030 | 0,040 | 0,048 | 0,056 | 0,068 | 0,073 | 0,078 | 0,085 | |
| M | 1 | Ap max | 0,06 x D | 171 |
|
218,5 | Fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,073 | 0,084 | 0,105 | 0,113 | 0,121 | 0,137 |
| 2 | Ap max | 0,06 x D | 114 |
|
152 | Fz | 0,023 | 0,029 | 0,035 | 0,048 | 0,058 | 0,067 | 0,084 | 0,091 | 0,097 | 0,109 | |
| 3 | Ap max | 0,06 x D | 114 |
|
133 | Fz | 0,019 | 0,024 | 0,030 | 0,040 | 0,048 | 0,056 | 0,068 | 0,073 | 0,078 | 0,085 | |
| S | 1 | Ap max | 0,06 x D | 95 |
|
171 | Fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,073 | 0,084 | 0,105 | 0,113 | 0,121 | 0,137 |
| 2 | Ap max | 0,06 x D | 47.5 |
|
95 | Fz | 0,015 | 0,019 | 0,023 | 0,032 | 0,038 | 0,045 | 0,056 | 0,060 | 0,065 | 0,074 | |
| 3 | Ap max | 0,06 x D | 47.5 |
|
76 | Fz | 0,015 | 0,019 | 0,023 | 0,032 | 0,038 | 0,045 | 0,056 | 0,060 | 0,065 | 0,074 | |
| 4 | Ap max | 0,06 x D | 95 |
|
114 | Fz | 0,019 | 0,025 | 0,031 | 0,044 | 0,053 | 0,062 | 0,077 | 0,083 | 0,089 | 0,100 | |
| H | 1 | Ap max | 0,06 x D | 152 |
|
266 | Fz | 0,026 | 0,033 | 0,039 | 0,054 | 0,065 | 0,075 | 0,092 | 0,099 | 0,106 | 0,117 |