
KenCut™ ALR • SFRHEC • Chamfered • 3 Flutes • Plain Shank • Inch
Solid Carbide End Mill for Aluminum Roughing
Features and benefits
- Centre cutting for plunging and ramping operations.
- Solid carbide end mill with cord profile, for low cutting forces and low power consumption.
Uses and application
Schräg-Eintauchfräsen Ins Volle
Nutenfräsen: Ebene Stirnfläche
Umfangfräsen/Schulterfräsen: Ebene Stirnfläche
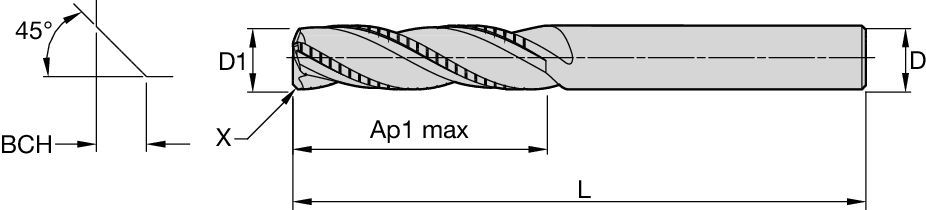
Werkzeugabmessungen: Schneidreihen: 3
Spiralwinkel: 30°
Schneideckenausführung: Eckenfase
 <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />