
Mill 16™ • Carbide Insert • ONGX-LE • Wiper • Light Machining
Milling insert with wiper facet • Honed cutting edge
Features and benefits
- Milling insert for cast iron and compacted graphite iron (CGI) machining.
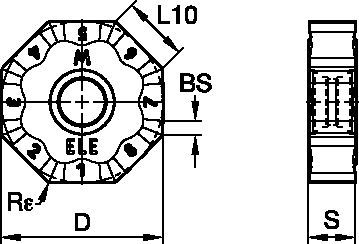
- High-precision periphery ground insert.
- Indexabe milling insert with sixteen cutting edges for lowest cost per edge.
- Numbered cutting edges.
- Low cutting forces result in smooth cutting action.
 <="" td="">
<="" td="">