Willkommen
Bestätigen Sie bitte Ihre Präferenzen
Einstellungen aktualisieren
Produktvorschläge
Product Family suggestions
Kennametal steht Ihnen zur Diensten
Hallo, User Name
Das von Ihnen ausgewählte Konto:
Es gibt ein Problem mit Ihrem Konto. Bitte kontaktieren Sie den Kundendienst.
Kundenkonto
Konto ändern
Lieferadresse
Konto ändern
- Übersicht
- Bestellungen verwalten
- Kanäle verwalten
- Adressbuch
-
Notifications
Mark all as read - Passwort ändern
- Mein Profil
- Abmelden
Artikel
erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Mehr fräsern, weniger zahlen – mit unseren zeitlich begrenzten Angeboten.
Jetzt bestellen.
Kennametal steht Ihnen zur Diensten
Artikel
erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Lösung bearbeiten
Lösung hinzufügen
Lösungsname: {{SolutionName}}- Produkte
- /
- Metallbearbeitungswerkzeuge
- /
- Gewindedrehen
- /
- Gewindefräsen
- /
- TM721
- /
- TM721 Metrisch Innere Kühlmittelzuführung
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.
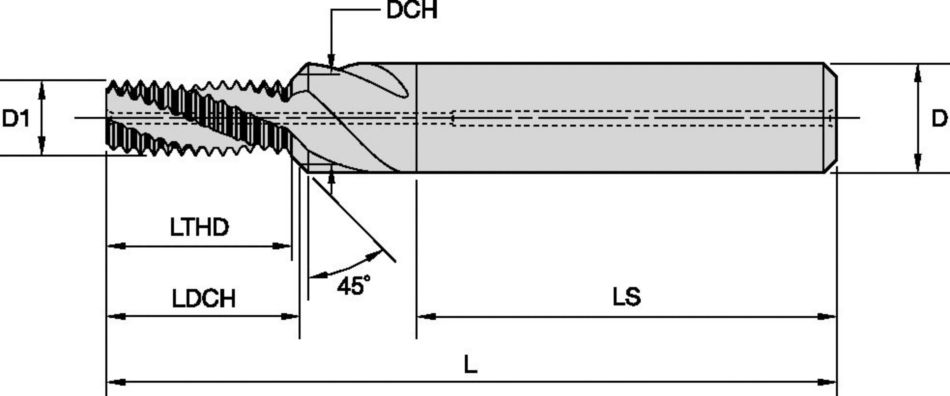
TM721 Metrisch Innere Kühlmittelzuführung
Vollhartmetall-Gewindefräser • Sackloch- und Durchgangsbohrungen
Uses and application
Gewindedrehen: Durchgangsbohrung
Gewindedrehen: Sacklochbohrung
Senken/Fasen
Innere Kühlmittelzuführung: Axial: Gewindebohren
HM
Bohrtiefe: 2x
Herstellerspezifikationen: M
Herstellerspezifikationen: MF
| shank tolerance | |
| D | tolerance h6 + / - |
| 6 | +0, -0,008 |
| 8
|
+0, -0,009 |
| 12
|
+0, -0,011 |
| 20
|
+0, -0,013 |
Anwendungsdaten
| Material
|
 <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||
| Thread Mill TM711 | Thread Mill and Chamfer TM721 | ||||||||||||
| Cutting Speed
|
Feed/Tooth by Diameter | Cutting Speed
|
Feed/Tooth by Diameter | ||||||||||
| Range
|
Range
|
||||||||||||
| Min | Starting Value | Max | 10mm |
|
Min | Starting Value | Max | 10mm |
|
||||
| P | 1 | 90 | 115 | 150 | mm/r | 0,05 | 0,08 | 140 | 185 | 240 | mm/r | 0,06 | 0,10 |
| 2 | 90 | 115 | 150 | mm/r | 0,05 | 0,08 | 140 | 185 | 240 | mm/r | 0,06 | 0,10 | |
| 3 | 40 | 50 | 70 | mm/r | 0,02 | 0,03 | 70 | 90 | 120 | mm/r | 0,03 | 0,04 | |
| 4 | – | – | – | – | – | – | 70 | 90 | 120 | mm/r | 0,03 | 0,04 | |
| 5 | 60 | 80 | 100 | mm/r | 0,04 | 0,06 | 70 | 90 | 120 | mm/r | 0,05 | 0,08 | |
| 6 | – | – | – | – | – | – | – | – | – | – | – | – | |
| M | 1 | 60 | 80 | 100 | mm/r | 0,04 | 0,06 | 70 | 90 | 120 | mm/r | 0,05 | 0,08 |
| 2 | 60 | 80 | 100 | mm/r | 0,04 | 0,06 | 70 | 90 | 120 | mm/r | 0,05 | 0,08 | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| K | 1 | 120 | 150 | 200 | mm/r | 0,06 | 0,10 | 130 | 170 | 220 | mm/r | 0,06 | 0,11 |
| 2 | 120 | 150 | 200 | mm/r | 0,06 | 0,10 | 130 | 170 | 220 | mm/r | 0,06 | 0,11 | |
| 3 | 90 | 115 | 150 | mm/r | 0,05 | 0,07 | 110 | 140 | 180 | mm/r | 0,05 | 0,07 | |
| N | 1 | 250 | 275 | 300 | mm/r | 0,07 | 0,09 | 270 | 300 | 330 | mm/r | 0,08 | 0,16 |
| 2 | 200 | 225 | 250 | mm/r | 0,05 | 0,06 | 270 | 300 | 330 | mm/r | 0,08 | 0,16 | |
| 3 | 170 | 190 | 210 | mm/r | 0,04 | 0,05 | 160 | 175 | 190 | mm/r | 0,08 | 0,16 | |
| 4 | 250 | 275 | 300 | mm/r | 0,07 | 0,09 | 270 | 300 | 330 | mm/r | 0,08 | 0,16 | |
| 5 | 270 | 300 | 330 | mm/r | 0,12 | 0,13 | 250 | 275 | 300 | mm/r | 0,11 | 0,20 | |
| 6 | 170 | 190 | 210 | mm/r | 0,05 | 0,06 | 90 | 100 | 110 | mm/r | 0,11 | 0,20 | |
| S | 1 | 60 | 80 | 100 | mm/r | 0,04 | 0,06 | 70 | 90 | 120 | mm/r | 0,05 | 0,08 |
| 2 | 50 | 65 | 80 | mm/r | 0,03 | 0,04 | 50 | 60 | 80 | mm/r | 0,03 | 0,05 | |
| 3 | 50 | 65 | 80 | mm/r | 0,03 | 0,04 | 50 | 60 | 80 | mm/r | 0,03 | 0,05 | |
| 4 | 50 | 65 | 80 | mm/r | 0,03 | 0,04 | 50 | 60 | 80 | mm/r | 0,03 | 0,05 | |
| <="" td=""> | <="" td="" /> |
||||||||||||
| Thread Mill TM711 | Thread Mill and Chamfer TM721 | ||||||||||||
| Cutting Speed
|
Cutting Speed
|
||||||||||||
| Range
|
Feed/Tooth by Diameter | Range
|
Feed/Tooth by Diameter | ||||||||||
| Material
|
Min | Starting Value | Max | 10 mm |
|
Min | Starting Value | Max | 10mm |
|
|||
| 1 | 90 | 115 | 150 | mm/r | 0,05 | 0,08 | 140 | 185 | 240 | mm/r | 0,06 | 0,10 | |
| 2 | 90 | 115 | 150 | mm/r | 0,05 | 0,08 | 140 | 185 | 240 | mm/r | 0,06 | 0,10 | |
| P | 3 | 40 | 50 | 70 | mm/r | 0,02 | 0,03 | 70 | 90 | 120 | mm/r | 0,03 | 0,04 |
| 4 | – | – | – | – | – | – | 70 | 90 | 120 | mm/r | 0,03 | 0,04 | |
| 5 | 60 | 80 | 100 | mm/r | 0,04 | 0,06 | 70 | 90 | 120 | mm/r | 0,05 | 0,08 | |
| 6 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 1 | 60 | 80 | 100 | mm/r | 0,04 | 0,06 | 70 | 90 | 120 | mm/r | 0,05 | 0,08 | |
| M | 2 | 60 | 80 | 100 | mm/r | 0,04 | 0,06 | 70 | 90 | 120 | mm/r | 0,05 | 0,08 |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 1 | 120 | 150 | 200 | mm/r | 0,06 | 0,10 | 130 | 170 | 220 | mm/r | 0,06 | 0,11 | |
| K | 2 | 120 | 150 | 200 | mm/r | 0,06 | 0,10 | 130 | 170 | 220 | mm/r | 0,06 | 0,11 |
| 3 | 90 | 115 | 150 | mm/r | 0,05 | 0,07 | 110 | 140 | 180 | mm/r | 0,05 | 0,07 | |
| 1 | 250 | 275 | 300 | mm/r | 0,07 | 0,09 | 270 | 300 | 330 | mm/r | 0,08 | 0,16 | |
| 2 | 200 | 225 | 250 | mm/r | 0,05 | 0,06 | 270 | 300 | 330 | mm/r | 0,08 | 0,16 | |
| N | 3 | 170 | 190 | 210 | mm/r | 0,04 | 0,05 | 160 | 175 | 190 | mm/r | 0,08 | 0,16 |
| 4 | 250 | 275 | 300 | mm/r | 0,07 | 0,09 | 270 | 300 | 330 | mm/r | 0,08 | 0,16 | |
| 5 | 270 | 300 | 330 | mm/r | 0,12 | 0,13 | 250 | 275 | 300 | mm/r | 0,11 | 0,20 | |
| 6 | 170 | 190 | 210 | mm/r | 0,05 | 0,06 | 90 | 100 | 110 | mm/r | 0,11 | 0,20 | |
| 1 | 60 | 80 | 100 | mm/r | 0,04 | 0,06 | 70 | 90 | 120 | mm/r | 0,05 | 0,08 | |
| 2 | 50 | 65 | 80 | mm/r | 0,03 | 0,04 | 50 | 60 | 80 | mm/r | 0,03 | 0,05 | |
| S | 3 | 50 | 65 | 80 | mm/r | 0,03 | 0,04 | 50 | 60 | 80 | mm/r | 0,03 | 0,05 |
| 4 | 50 | 65 | 80 | mm/r | 0,03 | 0,04 | 50 | 60 | 80 | mm/r | 0,03 | 0,05 | |