Willkommen
Bestätigen Sie bitte Ihre Präferenzen
Einstellungen aktualisieren
Produktvorschläge
Product Family suggestions
Kennametal steht Ihnen zur Diensten
Hallo, User Name
Das von Ihnen ausgewählte Konto:
Es gibt ein Problem mit Ihrem Konto. Bitte kontaktieren Sie den Kundendienst.
Kundenkonto
Konto ändern
Lieferadresse
Konto ändern
- Übersicht
- Bestellungen verwalten
- Kanäle verwalten
- Adressbuch
-
Notifications
Mark all as read - Passwort ändern
- Mein Profil
- Abmelden
Artikel
erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Mehr fräsern, weniger zahlen – mit unseren zeitlich begrenzten Angeboten.
Jetzt bestellen.
Kennametal steht Ihnen zur Diensten
Artikel
erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Lösung bearbeiten
Lösung hinzufügen
Lösungsname: {{SolutionName}}- Produkte
- /
- DUO-LOCK™ • HARVI™ III • Abgerundet • 6 Spannuten • Metrisch
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

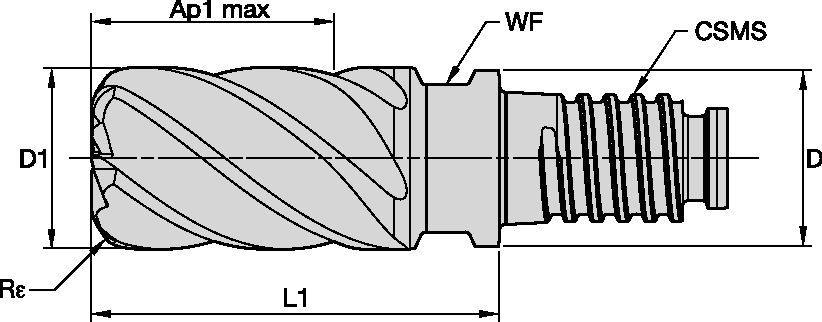
DUO-LOCK™ • HARVI™ III • Abgerundet • 6 Spannuten • Metrisch
Modulares Schaftfräsen • UJDV-Ausführung
Features and benefits
- Modularer Schaftfräser zum Schruppen und Schlichten in Hochtemperaturlegierungen.
- Über Mitte schneidend.
- Ungleiche Nutenabstände und variable Wendelkonfiguration minimieren Rattererscheinungen und Oberwellen für eine gleichmäßigere Bearbeitung.
Uses and application
Helix Angle: 37°/39°
Schräg-Eintauchfräsen Ins Volle
Umfangfräsen/Schulterfräsen: Ebene Stirnfläche
Werkzeugabmessungen: Schneidreihen: 6
Schneideckenausführung: Eckenradius
| End Mill Tolerances | |
| D1 | tolerance e8 |
|
|
-0,032/-0,059 |
|
|
-0,040/-0,073 |
|
|
-0,050/-0,089 |
HARVI III • UJDV • Ungleiche Schneidreihenteilung • Schruppen
| Material
|
 <="" td=""> <="" td=""> | short | medium | long | Roughing
|
||||||||||||||
| A | adapter reach | D1
|
|||||||||||||||||
| KCSM15 | KCSM15 | KCSM15 | |||||||||||||||||
| Cutting Speed
|
Cutting Speed
|
Cutting Speed
|
|||||||||||||||||
| ap | ae | Min | Max | Min | Max | Min | Max | mm | 10,0 | 12,0 | 16,0 | 20,0 | 25,0 | 32,0 | |||||
| P | 4 | Ap max | 0,4 x D | 90 | – | 150 | 81 | – | 135 | 81 | – | 135 | fz | 0,046 | 0,053 | 0,065 | 0,075 | 0,083 | 0,087 |
| 5 | Ap max | 0,4 x D | 60 | – | 100 | 51 | – | 85 | 48 | – | 80 | fz | 0,041 | 0,048 | 0,059 | 0,069 | 0,077 | 0,084 | |
| M | 1 | Ap max | 0,4 x D | 90 | – | 115 | 72 | – | 92 | 63 | – | 80,5 | fz | 0,051 | 0,060 | 0,074 | 0,086 | 0,097 | 0,105 |
| 2 | Ap max | 0,4 x D | 60 | – | 80 | 48 | – | 64 | 42 | – | 56 | fz | 0,041 | 0,048 | 0,059 | 0,069 | 0,077 | 0,084 | |
| 3 | Ap max | 0,4 x D | 60 | – | 70 | 48 | – | 56 | 42 | – | 49 | fz | 0,034 | 0,040 | 0,048 | 0,055 | 0,060 | 0,062 | |
| S | 1 | Ap max | 0,4 x D | 50 | – | 90 | 40 | – | 72 | 30 | – | 54 | fz | 0,051 | 0,060 | 0,074 | 0,086 | 0,097 | 0,105 |
| 2 | Ap max | 0,4 x D | 25 | – | 40 | 20 | – | 32 | 15 | – | 24 | fz | 0,027 | 0,032 | 0,039 | 0,046 | 0,052 | 0,057 | |
| 3 | Ap max | 0,4 x D | 25 | – | 40 | 20 | – | 32 | 15 | – | 24 | fz | 0,027 | 0,032 | 0,039 | 0,046 | 0,052 | 0,057 | |
| 4 | Ap max | 0,4 x D | 50 | – | 60 | 40 | – | 48 | 30 | – | 36 | fz | 0,038 | 0,044 | 0,055 | 0,063 | 0,071 | 0,077 | |
| H | 1 | Ap max | 0,4 x D | 80 | – | 140 | 64 | – | 112 | 48 | – | 84 | fz | 0,046 | 0,053 | 0,065 | 0,075 | 0,083 | 0,087 |
| 2 | Ap max | 0,4 x D | 70 | – | 120 | 56 | – | 96 | 42 | – | 72 | fz | 0,034 | 0,040 | 0,048 | 0,055 | 0,060 | 0,062 | |
| Material
|
<="" td=""> | short | medium | long | Finishing
|
||||||||||||||
| A | adapter reach | D1
|
|||||||||||||||||
| KCSM15 | KCSM15 | KCSM15 | |||||||||||||||||
| Cutting Speed
|
Cutting Speed
|
Cutting Speed
|
|||||||||||||||||
| ap | ae | Min | Max | Min | Max | Min | Max | mm | 10,0 | 12,0 | 16,0 | 20,0 | 25,0 | 32,0 | |||||
| P | 4 | Ap max | 0,06 x D | 171 | – | 285 | 153,9 | – | 256,5 | 153,9 | – | 256,5 | fz | 0,046 | 0,053 | 0,065 | 0,075 | 0,083 | 0,087 |
| 5 | Ap max | 0,06 x D | 114 | – | 190 | 96,9 | – | 161,5 | 91,2 | – | 152 | fz | 0,041 | 0,048 | 0,059 | 0,069 | 0,077 | 0,084 | |
| M | 1 | Ap max | 0,06 x D | 171 | – | 218,5 | 136,8 | – | 174,8 | 119,2 | – | 152,95 | fz | 0,051 | 0,060 | 0,074 | 0,086 | 0,097 | 0,105 |
| 2 | Ap max | 0,06 x D | 114 | – | 152 | 91,2 | – | 121,6 | 79,8 | – | 106,4 | fz | 0,041 | 0,048 | 0,059 | 0,069 | 0,077 | 0,084 | |
| 3 | Ap max | 0,06 x D | 114 | – | 133 | 91,2 | – | 106,4 | 79,8 | – | 93,1 | fz | 0,034 | 0,040 | 0,048 | 0,055 | 0,060 | 0,062 | |
| S | 1 | Ap max | 0,06 x D | 95 | – | 171 | 76 | – | 136,8 | 57 | – | 102,6 | fz | 0,051 | 0,060 | 0,074 | 0,086 | 0,097 | 0,105 |
| 2 | Ap max | 0,06 x D | 47,5 | – | 76 | 38 | – | 60,8 | 28,5 | – | 45,6 | fz | 0,027 | 0,032 | 0,039 | 0,046 | 0,052 | 0,057 | |
| 3 | Ap max | 0,06 x D | 47,5 | – | 76 | 38 | – | 60,8 | 28,5 | – | 45,6 | fz | 0,027 | 0,032 | 0,039 | 0,046 | 0,052 | 0,057 | |
| 4 | Ap max | 0,06 x D | 95 | – | 114 | 76 | – | 91,2 | 57 | – | 68,4 | fz | 0,038 | 0,044 | 0,055 | 0,063 | 0,071 | 0,077 | |
| H | 1 | Ap max | 0,06 x D | 152 | – | 266 | 121,8 | – | 212,8 | 91,2 | – | 159,6 | fz | 0,046 | 0,053 | 0,065 | 0,075 | 0,083 | 0,087 |
| 2 | Ap max | 0,06 x D | 133 | – | 228 | 106,4 | – | 182,4 | 79,8 | – | 136,8 | fz | 0,034 | 0,040 | 0,048 | 0,055 | 0,060 | 0,062 | |
HARVI III • UJDV • Ungleiche Schneidreihenteilung • Schlichten
| <="" td=""> |  <="" td="" /> <="" td="" /> |
||||||||||||||||||
| Side Milling (A) | short | medium | long | Recommended feed per tooth (fz = mm/th) for side milling (A). | |||||||||||||||
| A | adapter reach | D1
|
|||||||||||||||||
| KCSM15 | KCSM15 | KCSM15 | |||||||||||||||||
| Cutting Speed
|
Cutting Speed
|
Cutting Speed
|
|||||||||||||||||
| Material
|
ap | ae | Min | Max | Min | Max | Min | Max | mm | 10,0 | 12,0 | 16,0 | 20,0 | 25,0 | 32,0 | ||||
| P | 4 | Ap max | 0,06 x D | 171 | – | 285 | 153,9 | – | 256,5 | 153,9 | – | 256,5 | fz | 0,046 | 0,053 | 0,065 | 0,075 | 0,083 | 0,087 |
| 5 | Ap max | 0,06 x D | 114 | – | 190 | 96.9 | – | 161,5 | 91,2 | – | 152 | fz | 0,041 | 0,048 | 0,059 | 0,069 | 0,077 | 0,084 | |
| M | 1 | Ap max | 0,06 x D | 171 | – | 218,5 | 136,8 | – | 174,8 | 119,7 | – | 152,95 | fz | 0,051 | 0,060 | 0,074 | 0,086 | 0,097 | 0,105 |
| 2 | Ap max | 0,06 x D | 114 | – | 152 | 91.2 | – | 121,6 | 79,8 | – | 106,4 | fz | 0,041 | 0,048 | 0,059 | 0,069 | 0,077 | 0,084 | |
| 3 | Ap max | 0,06 x D | 114 | – | 133 | 91.2 | – | 106,4 | 79,8 | – | 93,1 | fz | 0,034 | 0,040 | 0,048 | 0,055 | 0,060 | 0,062 | |
| S | 1 | Ap max | 0,06 x D | 95 | – | 171 | 76 | – | 136,8 | 57 | – | 102,6 | fz | 0,051 | 0,060 | 0,074 | 0,086 | 0,097 | 0,105 |
| 2 | Ap max | 0,06 x D | 47,5 | – | 76 | 38 | – | 60,8 | 28,5 | – | 45,6 | fz | 0,027 | 0,032 | 0,039 | 0,046 | 0,052 | 0,057 | |
| 3 | Ap max | 0,06 x D | 47,5 | – | 76 | 38 | – | 60.8 | 28,5 | – | 45,6 | fz | 0,027 | 0,032 | 0,039 | 0,046 | 0,052 | 0,057 | |
| 4 | Ap max | 0,06 x D | 95 | – | 114 | 76 | – | 91.2 | 57 | – | 68,4 | fz | 0,038 | 0,044 | 0,055 | 0,063 | 0,071 | 0,077 | |
| H | 1 | Ap max | 0,06 x D | 152 | – | 266 | 121,6 | – | 212,8 | 91,2 | – | 159,6 | fz | 0,046 | 0,053 | 0,065 | 0,075 | 0,083 | 0,087 |
| 2 | Ap max | 0,06 x D | 133 | – | 228 | 106,4 | – | 182,4 | 79,8 | – | 136,8 | fz | 0,034 | 0,040 | 0,048 | 0,055 | 0,060 | 0,062 | |