Product Similar To: [Product Name]

5230VS09 Shell Mill • Stellram • Metric
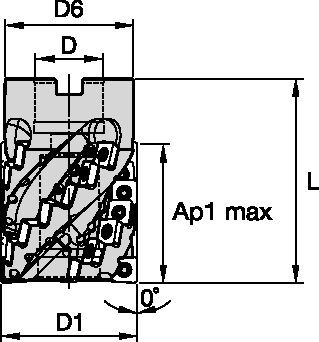
5230VS09 Chevron Long Edge Milling Cutter
Features and benefits
- High material removal rates in titanium and high-temperature alloys.
- Chevron design improves stability and lowers power consumption.
- Insert positioning provide smooth progressive penetration and cutting action for extended tool life.
- Individual coolant jets to each insert provide constant chip evacuation and temperature stability in the cutting zone.
Uses and application
Slotting: Shoulder Profiling
Milling - Through Coolant
Milling - Side and Face
 <="" td="">
<="" td="">