Welcome
Please confirm your preferences
Update Preferences
Product Suggestions
Product Family suggestions
Hi, User Name
Your Selected Account:
There is an issue with your account. Please contact customer support.
Sold To Account Change Account
Ship To Account Change Account
- Dashboard
- Manage Orders
- Manage Channels
- Address Book
Notifications
Mark all as read- Change Password
- My Profile
- Sign Out
Item(s) successfully added to cart
View Cart
View Cart
Turn up your volume for less with our limited-time offers! Shop Now
Item(s) successfully added to cart
View Cart
View Cart
Editing Solution
Adding Solution
Solution Name:{{SolutionName}}- Products
- /
- B221_HP (~3 x D) • KCPK15 • A-Shank • HP Beyond Drills
Product Similar To: [Product Name]
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

B221_HP (~3 x D) • KCPK15 • A-Shank • HP Beyond Drills
HP Beyond™ Drills • Steel • Without Coolant
Features and benefits
- HP Beyond drills without through coolant for steel.
- Material-specific SC drill with the highest metal removal rates and longest tool life in steel and iron materials when dry cutting or using external flood coolant.
- By combining unique Kennametal technologies, such as the HP point, flute geometry, and a new Beyond grade technology into one tool, the B22_HP is the ultimate high-volume production tool.
- HP point enables high feed rates by progressive rake angle.
- KCPK15™ Beyond grade is a multilayer, TiAlN-based coating with high hot hardness.
- The highly polished surface ensures superior chip evacuation even when low-pressure coolant is applied.
Uses and application
Drilling
Tool Dimensions: 2flute/2margin/no cool
DIN number 6535
DIN number 6537
Drilling - No Coolant
Flood Coolant: Drilling
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°
| Tolerans • Metrik | ||
| Anma ölçüsü aralığı | D1 Tolerans m7 | D Tolerans h6 |
| 0,004/0,016 | 0,000/-0,008 | |
| 0,006/0,021 | 0,000/-0,009 | |
| 0,007/0,025 | 0,000/-0,011 | |
| 0,008/0,029 | 0,000/-0,013 | |
| Tolerans • İnç | ||
| Anma ölçüsü aralığı | D1 Tolerans m7 | D Tolerans h6 |
| .0002/.0006 | .0000/-.0003 | |
| .0002/.0008 | .0000/-.0004 | |
| .0003/.0010 | .0000/-.0004 | |
| .0003/.0011 | .0000/-.0005 | |
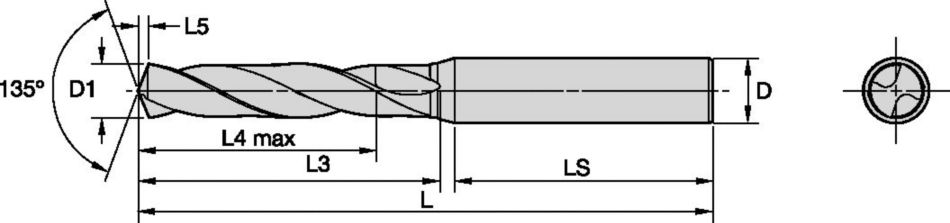
Dimensions for Kennametal Solid Carbide Drills (B* Series)
| mm | KISA TİP* | UZUN TİP* | EKSTRA UZUN** | |||||||||
| Ø | DIN 6535 | ~3 x D | ~5 x D | ~8 x D | ||||||||
| D1 min | D1 maks | D | LS min | L | L3 | L4 | L | L3 | L4 | L | L3 | L4 |
| 1,000 | 1,400 | 4 | 28 | 58 | 7 | 5 | 58 | 9 | 6 | 58 | 12 | 10 |
| 1,401 | 1,900 | 4 | 28 | 58 | 9 | 6 | 58 | 12 | 9 | 58 | 18 | 15 |
| 1,901 | 2,300 | 4 | 28 | 58 | 13 | 9 | 58 | 18 | 14 | 66 | 26 | 22 |
| 2,301 | 2,990 | 4 | 28 | 58 | 17 | 12 | 58 | 22 | 17 | 66 | 30 | 25 |
| 3,000 | 3,750 | 6 | 36 | 62 | 20 | 14 | 66 | 28 | 23 | 78 | 40 | 33 |
| 3,751 | 4,750 | 6 | 36 | 66 | 24 | 17 | 74 | 36 | 29 | 87 | 49 | 41 |
| 4,751 | 6,000 | 6 | 36 | 66 | 28 | 20 | 82 | 44 | 35 | 94 | 56 | 48 |
| 6,001 | 7,000 | 8 | 36 | 79 | 34 | 24 | 91 | 53 | 43 | 105 | 67 | 57 |
| 7,001 | 8,000 | 8 | 36 | 79 | 41 | 29 | 91 | 53 | 43 | 110 | 72 | 61 |
| 8,001 | 10,000 | 10 | 40 | 89 | 47 | 35 | 103 | 61 | 49 | 122 | 80 | 68 |
| 10,001 | 12,000 | 12 | 45 | 102 | 55 | 40 | 118 | 71 | 56 | 141 | 94 | 79 |
| 12,001 | 14,000 | 14 | 45 | 107 | 60 | 43 | 124 | 77 | 60 | 155 | 108 | 91 |
| 14,001 | 16,000 | 16 | 48 | 115 | 65 | 45 | 133 | 83 | 63 | 171 | 121 | 101 |
| 16,001 | 18,000 | 18 | 48 | 123 | 73 | 51 | 143 | 93 | 71 | 185 | 135 | 113 |
| 18,001 | 20,000 | 20 | 50 | 131 | 79 | 55 | 153 | 101 | 77 | 200 | 148 | 124 |
| 20,001 | 22,000 | 20 | 50 | 141 | 86 | 60 | 167 | 112 | 85 | 217 | 162 | 136 |
| 22,001 | 25,000 | 25 | 56 | 153 | 95 | 65 | 184 | 126 | 98 | 238 | 180 | 150 |
| * D1 20 mm, DIN 6537K standardına göre | ||||||||||||
| * D1 | ||||||||||||
| ** Fabrika standardına göre | ||||||||||||
| Material |  |  | |||||||||||
| Cutting Speed | Metric | ||||||||||||
| Range | Recommended Feed Rate (f) by Diameter | ||||||||||||
| min | Starting Value | max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| P | 1 | 110 | 160 | 210 | mm/r | 0,05–0,13 | 0,08–0,19 | 0,11–0,24 | 0,14–0,30 | 0,16–0,35 | 0,18–0,39 | 0,20–0,46 | 0,23–0,51 |
| 2 | 130 | 170 | 210 | mm/r | 0,05–0,13 | 0,08–0,17 | 0,11–0,20 | 0,14–0,24 | 0,16–0,28 | 0,18–0,32 | 0,20–0,37 | 0,23–0,41 | |
| 3 | 110 | 150 | 190 | mm/r | 0,08–0,13 | 0,12–0,19 | 0,14–0,24 | 0,17–0,30 | 0,20–0,35 | 0,22–0,39 | 0,26–0,46 | 0,29–0,51 | |
| 4 | 80 | 120 | 150 | mm/r | 0,08–0,12 | 0,11–0,18 | 0,12–0,23 | 0,15–0,28 | 0,17–0,33 | 0,19–0,37 | 0,22–0,43 | 0,25–0,48 | |
| 5 | 60 | 80 | 90 | mm/r | 0,03–0,11 | 0,04–0,11 | 0,05–0,11 | 0,05–0,14 | 0,08–0,18 | 0,11–0,21 | 0,14–0,24 | 0,16–0,26 | |
| 6 | 60 | 70 | 80 | mm/r | 0,03–0,11 | 0,04–0,11 | 0,05–0,11 | 0,05–0,14 | 0,08–0,18 | 0,11–0,21 | 0,14–0,24 | 0,16–0,26 | |
| M | 1 | 60 | 80 | 90 | mm/r | 0,04–0,08 | 0,06–0,14 | 0,08–0,19 | 0,11–0,21 | 0,13–0,23 | 0,14–0,24 | 0,16–0,26 | 0,19–0,29 |
| 2 | 50 | 80 | 80 | mm/r | 0,04–0,08 | 0,06–0,14 | 0,08–0,19 | 0,11–0,21 | 0,13–0,23 | 0,14–0,24 | 0,16–0,26 | 0,19–0,29 | |
| 3 | 40 | 50 | 70 | mm/r | 0,04–0,07 | 0,06–0,10 | 0,08–0,14 | 0,09–0,17 | 0,10–0,20 | 0,12–0,22 | 0,14–0,24 | 0,16–0,27 | |
| S | 1 | 20 | 20 | 20 | mm/r | 0,03–0,08 | 0,04–0,09 | 0,05–0,11 | 0,05–0,11 | 0,08–0,14 | 0,11–0,16 | 0,14–0,19 | 0,16–0,21 |
| 2 | 10 | 20 | 30 | mm/r | 0,03–0,11 | 0,04–0,11 | 0,05–0,11 | 0,05–0,11 | 0,08–0,14 | 0,11–0,16 | 0,14–0,19 | 0,16–0,21 | |
| 3 | 10 | 20 | 50 | mm/r | 0,03–0,11 | 0,04–0,11 | 0,05–0,11 | 0,05–0,11 | 0,08–0,14 | 0,11–0,16 | 0,14–0,19 | 0,16–0,21 | |
| 4 | 30 | 50 | 60 | mm/r | 0,03–0,04 | 0,04–0,05 | 0,06–0,08 | 0,08–0,10 | 0,11–0,13 | 0,13–0,15 | 0,14–0,18 | 0,16–0,20 | |
| Material | | | |||||||||||
| Material | Cutting Speed | Inch | |||||||||||
| Range | Recommended Feed Rate (f) by Diameter | ||||||||||||
| min | Starting Value | max | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| P | 1 | 360 | 520 | 690 | IPR | .002–.005 | .003–.008 | .004–.009 | .006–.012 | .006–.014 | .007–.015 | .008–.018 | .009–.020 |
| 2 | 430 | 560 | 690 | IPR | .002–.005 | .003–.007 | .004–.008 | .006–.009 | .006–.011 | .007–.013 | .008–.015 | .009–.016 | |
| 3 | 360 | 490 | 620 | IPR | .003–.005 | .005–.008 | .006–.009 | .007–.012 | .008–.014 | .009–.015 | .010–.018 | .011–.020 | |
| 4 | 260 | 390 | 490 | IPR | .003–.005 | .004–.007 | .005–.009 | .006–.011 | .007–.013 | .008–.015 | .009–.017 | .010–.019 | |
| 5 | 200 | 260 | 300 | IPR | .001–.004 | .002–.004 | .002–.004 | .002–.006 | .003–.007 | .004–.008 | .006–.009 | .006–.010 | |
| 6 | 200 | 230 | 260 | IPR | .001–.004 | .002–.004 | .002–.004 | .002–.006 | .003–.007 | .004–.008 | .006–.009 | .006–.010 | |
| M | 1 | 200 | 260 | 300 | IPR | .002–.003 | .002–.006 | .003–.008 | .004–.008 | .005–.009 | .006–.009 | .006–.010 | .008–.011 |
| 2 | 160 | 260 | 260 | IPR | .002–.003 | .002–.006 | .003–.008 | .004–.008 | .005–.009 | .006–.009 | .006–.010 | .008–.011 | |
| 3 | 130 | 160 | 230 | IPR | .002–.003 | .002–.004 | .003–.006 | .004–.007 | .004–.008 | .005–.009 | .006–.009 | .006–.011 | |
| S | 1 | 70 | 70 | 70 | IPR | .001–.003 | .002–.004 | .002–.004 | .002–.004 | .003–.006 | .004–.006 | .006–.008 | .006–.008 |
| 2 | 30 | 70 | 100 | IPR | .001–.004 | .002–.004 | .002–.004 | .002–.004 | .003–.006 | .004–.006 | .006–.008 | .006–.008 | |
| 3 | 30 | 70 | 160 | IPR | .001–.004 | .002–.004 | .002–.004 | .002–.004 | .003–.006 | .004–.006 | .006–.008 | .006–.008 | |
| 4 | 100 | 160 | 200 | IPR | .001–.002 | .002–.002 | .002–.003 | .003–.004 | .004–.005 | .005–.006 | .006–.007 | .006–.008 | |
| Material |  |  | |||||||||||
| Material | Cutting Speed | Inch | |||||||||||
| Range | Recommended Feed Rate (f) by Diameter | ||||||||||||
| min | Starting Value | max | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| P | 0 | 260 | 360 | 560 | IPR | .002–.006 | .002–.006 | .003–.008 | .003–.010 | .004–.012 | .005–.014 | .007–.017 | .008–.019 |
| 1 | 230 | 360 | 490 | IPR | .003–.006 | .003–.007 | .003–.009 | .004–.011 | .004–.014 | .005–.017 | .010–.020 | .013–.023 | |
| 2 | 300 | 390 | 520 | IPR | .003–.006 | .003–.007 | .005–.009 | .006–.012 | .006–.013 | .008–.016 | .010–.020 | .012–.023 | |
| 3 | 200 | 300 | 390 | IPR | .004–.006 | .004–.007 | .006–.009 | .006–.013 | .008–.014 | .009–.017 | .011–.020 | .013–.024 | |
| 4 | 160 | 260 | 390 | IPR | .003–.006 | .003–.007 | .005–.010 | .006–.013 | .007–.013 | .008–.017 | .009–.020 | .012–.024 | |
| 5 | 160 | 200 | 230 | IPR | .002–.004 | .003–.005 | .004–.007 | .005–.009 | .006–.009 | .007–.012 | .009–.016 | .011–.019 | |
| 6 | 160 | 200 | 230 | IPR | .002–.004 | .003–.005 | .004–.007 | .005–.009 | .006–.009 | .007–.012 | .009–.016 | .011–.019 | |
| K | 1 | 230 | 330 | 390 | IPR | .004–.008 | .004–.007 | .006–.011 | .006–.015 | .008–.016 | .009–.018 | .011–.023 | .014–.028 |
| 2 | 230 | 390 | 390 | IPR | .004–.008 | .004–.006 | .006–.009 | .006–.013 | .008–.013 | .009–.015 | .011–.019 | .014–.024 | |
| 3 | 160 | 300 | 430 | IPR | .003–.007 | .003–.006 | .005–.010 | .005–.011 | .006–.011 | .007–.015 | .010–.019 | .011–.023 | |
| Material | | | |||||||||||
| Cutting Speed | Metric | ||||||||||||
| Range | Recommended Feed Rate (fz) by Diameter | ||||||||||||
| min | Starting Value | max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| P | 0 | 80 | 110 | 170 | mm/r | 0,06–0,14 | 0,06–0,14 | 0,07–0,20 | 0,08–0,25 | 0,09–0,30 | 0,12–0,36 | 0,18–0,42 | 0,21–0,49 |
| 1 | 70 | 110 | 150 | mm/r | 0,07–0,16 | 0,07–0,17 | 0,08–0,24 | 0,09–0,29 | 0,09–0,35 | 0,12–0,42 | 0,25–0,50 | 0,33–0,58 | |
| 2 | 90 | 120 | 160 | mm/r | 0,07–0,15 | 0,07–0,17 | 0,12–0,23 | 0,14–0,31 | 0,16–0,33 | 0,20–0,40 | 0,25–0,50 | 0,31–0,58 | |
| 3 | 60 | 90 | 120 | mm/r | 0,09–0,16 | 0,09–0,17 | 0,14–0,24 | 0,15–0,33 | 0,19–0,35 | 0,24–0,44 | 0,27–0,50 | 0,34–0,60 | |
| 4 | 50 | 80 | 120 | mm/r | 0,08–0,16 | 0,08–0,17 | 0,13–0,25 | 0,16–0,33 | 0,17–0,33 | 0,21–0,44 | 0,24–0,50 | 0,30–0,60 | |
| 5 | 50 | 60 | 70 | mm/r | 0,06–0,11 | 0,07–0,13 | 0,09–0,17 | 0,13–0,24 | 0,15–0,24 | 0,18–0,30 | 0,23–0,40 | 0,28–0,49 | |
| 6 | 50 | 60 | 70 | mm/r | 0,06–0,11 | 0,07–0,13 | 0,09–0,17 | 0,13–0,24 | 0,15–0,24 | 0,18–0,30 | 0,23–0,40 | 0,28–0,49 | |
| K | 1 | 70 | 100 | 120 | mm/r | 0,11–0,21 | 0,09–0,18 | 0,14–0,28 | 0,16–0,37 | 0,20–0,40 | 0,22–0,45 | 0,28–0,58 | 0,36–0,71 |
| 2 | 70 | 120 | 120 | mm/r | 0,11–0,19 | 0,09–0,16 | 0,14–0,23 | 0,16–0,32 | 0,19–0,32 | 0,22–0,37 | 0,28–0,47 | 0,36–0,60 | |
| 3 | 50 | 90 | 130 | mm/r | 0,08–0,17 | 0,07–0,14 | 0,12–0,25 | 0,13–0,27 | 0,16–0,29 | 0,18–0,39 | 0,25–0,48 | 0,29–0,58 | |