Plaquettes pour TMS • Filetage • Filet UN inter



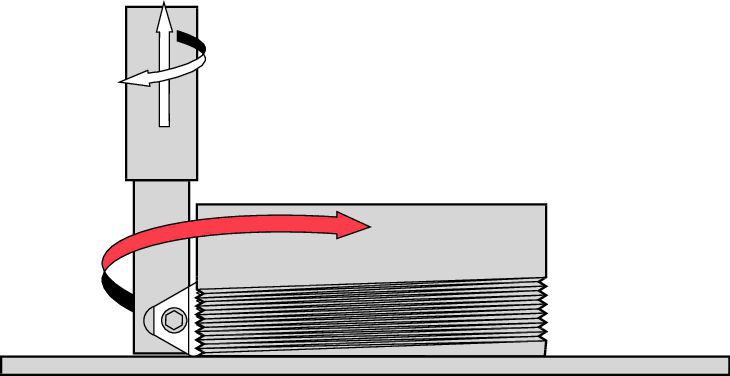 |  |
| filetage à droite... fraisage conventionnel | filetage à gauche... fraisage conventionnel |
 |  |
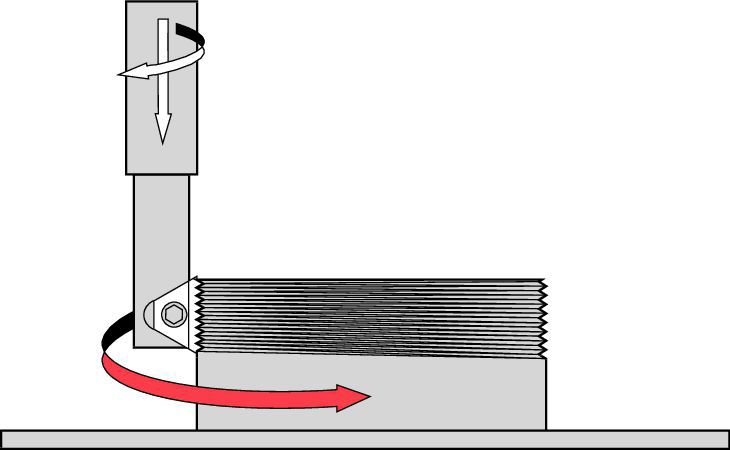
| filetage à droite... fraisage en avalant | filetage à gauche... fraisage en avalant |
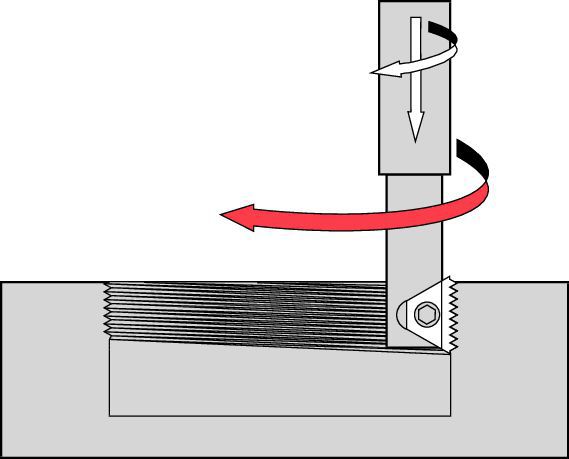 | 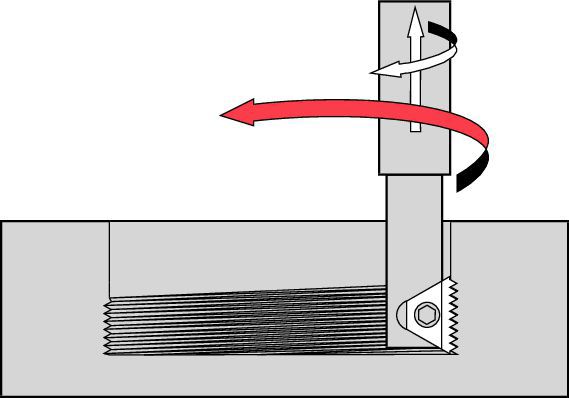 |
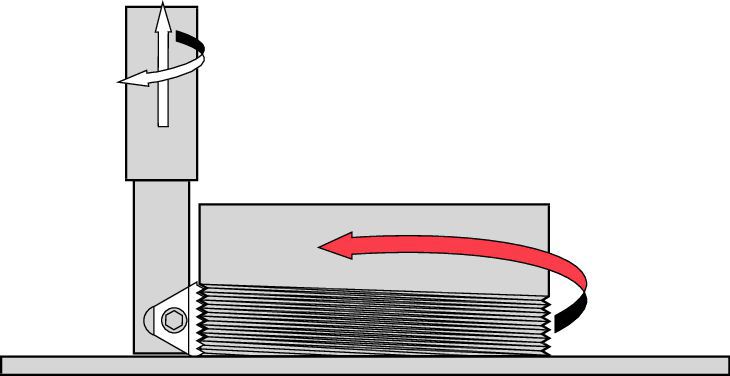
| filetage à droite... fraisage conventionnel | filetage à gauche... fraisage conventionnel |
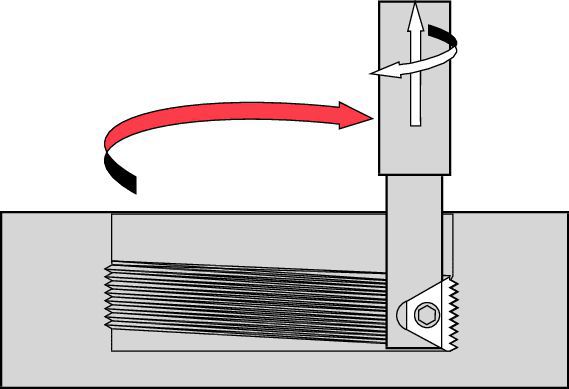 | 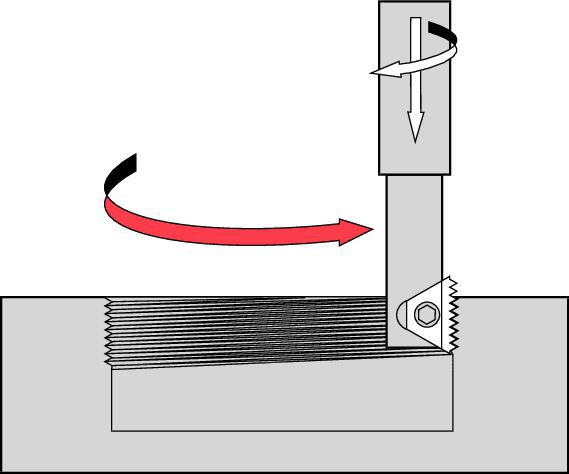 |
| filetage à droite... fraisage en avalant | filetage à gauche... fraisage en avalant |
| Fraise | TPI (filets/pouce) | 48 | 32 | 24 | 20 | 16 | 12 | 10 | 8 | 7 | 6 | 5.5 | 5 | 4.5 | 4.5 | 4 | 4 |
| pas mm | 0.5 | 0.75 | 1.0 | 1.25 | 1.5 | 2.0 | 2.5 | 3.0 | 3.5 | 4.0 | 4.5 | 5.0 | 5.5 | – | 6.0 | – | |
| diamètre de coupe D1 (mm) | diamètre d'alésage minimum D (mm) | ||||||||||||||||
| K035TM1RW050-STN10 | 8,89 | 9,50 | 10,01 | 10,69 | 11,40 | ||||||||||||
| K045TM1RW050-STN11N | 11,43 | 11,99 | 12,50 | 13,21 | 13,89 | 14,50 | |||||||||||
| K049TM1RW037LT11S | 12,45 | 13,00 | 13,49 | 14,20 | 14,91 | 15,49 | |||||||||||
| K061TM1RW062-STN16T | 15,49 | 16,00 | 16,51 | 16,94 | 17,91 | 18,49 | 19,51 | ||||||||||
| K067TM2RW075-STN11D | 17,02 | 17,60 | 18,21 | 19,00 | 19,61 | 19,99 | 21,01 | ||||||||||
| K075TM1RW075-STN16T | 19,05 | 19,71 | 20,40 | 21,01 | 21,59 | 22,00 | 23,01 | ||||||||||
| K079TM1RW075-STN16N | 20,07 | 20,70 | 21,41 | 22,00 | 22,61 | 23,01 | 24,00 | ||||||||||
| K087TM1RW100-STN16L | 22,10 | 22,68 | 23,39 | 24,00 | 24,61 | 24,99 | 26,01 | ||||||||||
| K102TM2RW100-STN16D | 25,91 | 26,70 | 27,41 | 27,99 | 28,70 | 29,31 | 30,30 | ||||||||||
| K118TM1RW100-STN27N | 29,97 | 30,71 | 31,39 | 32,00 | 32,79 | 33,50 | 34,59 | 36,60 | 38,99 | 42,01 | 45,01 | 48,01 | |||||
| K146TM1RW125-STN27N | 37,08 | 38,00 | 38,61 | 39,50 | 40,41 | 41,00 | 42,01 | 43,99 | 46,48 | 49,00 | 51,99 | 55,50 | |||||
| K165TM2RW125-STN27D | 41,91 | 43,21 | 43,79 | 45,01 | 46,00 | 46,51 | 47,40 | 49,00 | 51,99 | 54,51 | 57,61 | 60,99 | |||||
| – | 1.38 (UN) | – | – | – | – | – | – | – | – | – | 50,01 | – | 46,81 | – | 44,60 | – | 56,59 |
| – | 1.38 (ISO) | – | – | – | – | – | – | – | – | – | 50,01 | 53,39 | 42,49 | 50,01 | – | 57,51 | – |
| – | 1.38 (BSW) | – | – | – | – | – | – | – | – | – | 49,81 | – | 46,51 | – | 47,40 | – | – |
| Fraise | TPI (filets/pouce) | 48 | 32 | 24 | 20 | 16 | 12 | 10 | 8 | 7 | 6 | 5,5 | 5 | 4,5 | 4,5 | 4 | 4 |
| pas mm | 0,5 | 0,75 | 1,0 | 1,25 | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | – | 6,0 | – | |
| diamètre de coupe D1 (mm) | diamètre d'alésage minimum D (mm) | ||||||||||||||||
| K035TM1RW050-STN10 | 8,89 | 9,50 | 10,01 | 10,69 | 11,40 | ||||||||||||
| K045TM1RW050-STN11N | 11,43 | 11,99 | 12,50 | 13,21 | 13,89 | 14,50 | |||||||||||
| K049TM1RW037LT11S | 12,45 | 13,00 | 13,49 | 14,20 | 14,91 | 15,49 | |||||||||||
| K061TM1RW062-STN16T | 15,49 | 16,00 | 16,51 | 16,94 | 17,91 | 18,49 | 19,51 | ||||||||||
| K067TM2RW075-STN11D | 17,02 | 17,60 | 18,21 | 19,00 | 19,61 | 19,99 | 21,01 | ||||||||||
| K075TM1RW075-STN16T | 19,05 | 19,71 | 20,40 | 21,01 | 21,59 | 22,00 | 23,01 | ||||||||||
| K079TM1RW075-STN16N | 20,07 | 20,70 | 21,41 | 22,00 | 22,61 | 23,01 | 24,00 | ||||||||||
| K087TM1RW100-STN16L | 22,10 | 22,68 | 23,39 | 24,00 | 24,61 | 24,99 | 26,01 | ||||||||||
| K102TM2RW100-STN16D | 25,91 | 26,70 | 27,41 | 27,99 | 28,70 | 29,31 | 30,30 | ||||||||||
| K118TM1RW100-STN27N | 29,97 | 30,71 | 31,39 | 32,00 | 32,79 | 33,50 | 34,59 | 36,60 | 38,99 | 42,01 | 45,01 | 48,01 | |||||
| K146TM1RW125-STN27N | 37,08 | 38,00 | 38,61 | 39,50 | 40,41 | 41,00 | 42,01 | 43,99 | 46,48 | 49,00 | 51,99 | 55,50 | |||||
| K165TM2RW125-STN27D | 41,91 | 43,21 | 43,79 | 45,01 | 46,00 | 46,51 | 47,40 | 49,00 | 51,99 | 54,51 | 57,61 | 60,99 | |||||
| – | 35,05 (UN) | – | – | – | – | – | – | – | – | – | 50,01 | – | 46,81 | – | 44,60 | – | 56,59 |
| – | 35,05 (ISO) | – | – | – | – | – | – | – | – | – | 50,01 | 53,39 | 42,49 | 50,01 | – | 57,51 | – |
| – | 35,05 (BSW) | – | – | – | – | – | – | – | – | – | 49,81 | – | 46,51 | – | 47,40 | – | – |
| matière | Vitesse de coupe | vitesse d'avance par tour (mm) |
| KC635M | ||
| aciers au carbone 187 HB | 90–210 | 0,10–0,20 |
| aciers au carbone 187–220 HB | 90–150 | 0,10–0,15 |
| acier allié 200–250 HB | 60–130 | 0,10–0,15 |
| acier allié 250–325 HB | 50–90 | 0,10–0,15 |
| acier inoxydable, austénitique 210 HB | 90–140 | 0,10–0,15 |
| acier inoxydable, martensitique 321 HB | 80–110 | 0,05–0,15 |
| acier inoxydable, ferritique 245 HB | 110–170 | 0,05–0,10 |
| acier moulé 140 HB | 110–170 | 0,05–0,15 |
| acier moulé 220 | 70–130 | 0,05–0,10 |
| alliages de titane | 60–120 | 0,03–0,08 |
| hautes températures (à base de nickel et de fer) | 20–45 | 0,03–0,05 |
| hautes températures (à base de cobalt) | 15–30 | 0,03–0,05 |
| fonte | 80–110 | 0,05–0,15 |
| fonte malléable | 80–120 | 0,03–0,08 |
| matière | Vitesse de coupe | vitesse d'avance par tour (mm) |
| KC635M | ||
| aciers au carbone 187 HB | 90–210 | 0,10–0,20 |
| aciers au carbone 187–220 HB | 90–150 | 0,10–0,15 |
| acier allié 200–250 HB | 60–130 | 0,10–0,15 |
| acier allié 250–325 HB | 50–90 | 0,10–0,15 |
| acier inoxydable, austénitique 210 HB | 90–140 | 0,10–0,15 |
| acier inoxydable, martensitique 321 HB | 80–110 | 0,05–0,15 |
| acier inoxydable, ferritique 245 HB | 110–170 | 0,05–0,10 |
| acier moulé 140 HB | 110–170 | 0,05–0,15 |
| acier moulé 220 | 70–130 | 0,05–0,10 |
| alliages de titane | 60–120 | 0,03–0,08 |
| hautes températures (à base de nickel et de fer) | 20–45 | 0,03–0,05 |
| hautes températures (à base de cobalt) | 15–30 | 0,03–0,05 |
| fonte | 80–110 | 0,05–0,15 |
| fonte malléable | 80–120 | 0,03–0,08 |
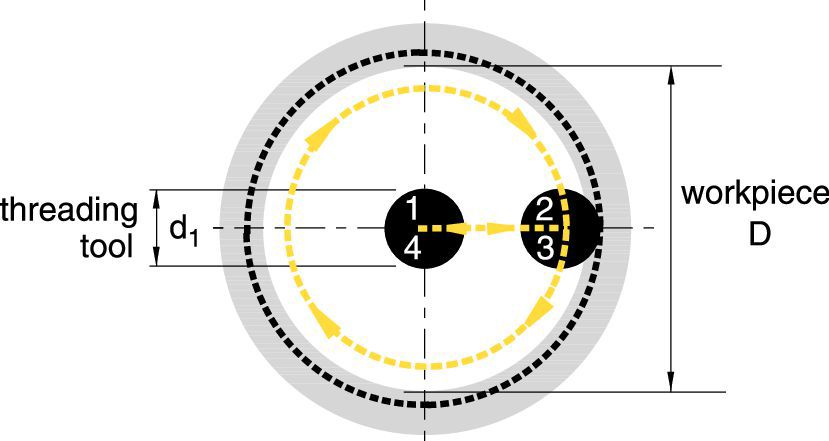
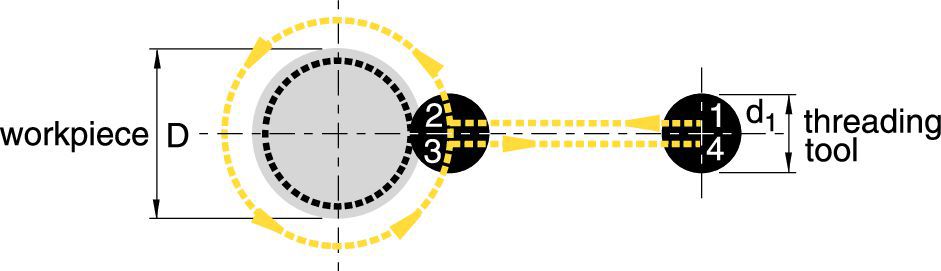
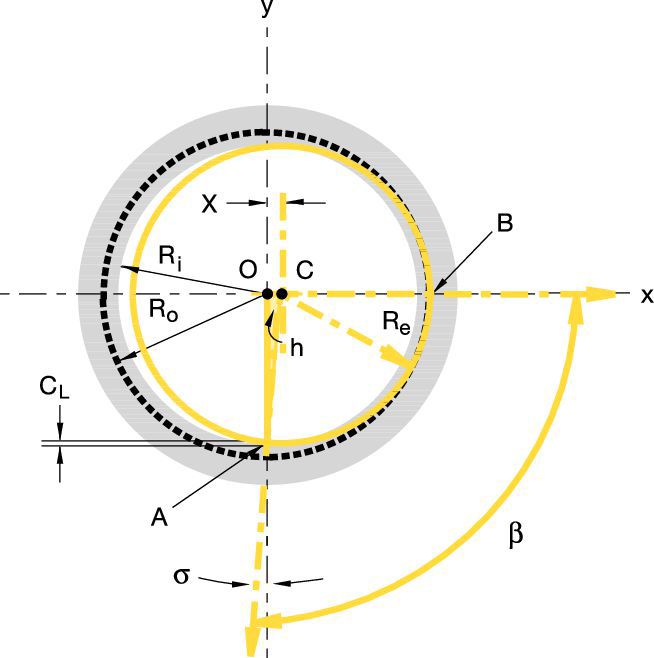
| 1–2 : | entrée radiale |
| 2–3 : | mouvement hélicoïdal sur une orbite complète (360°) |
| 3–4 : | sortie radiale |
| P1 = F1 + | (F1 x d1) | 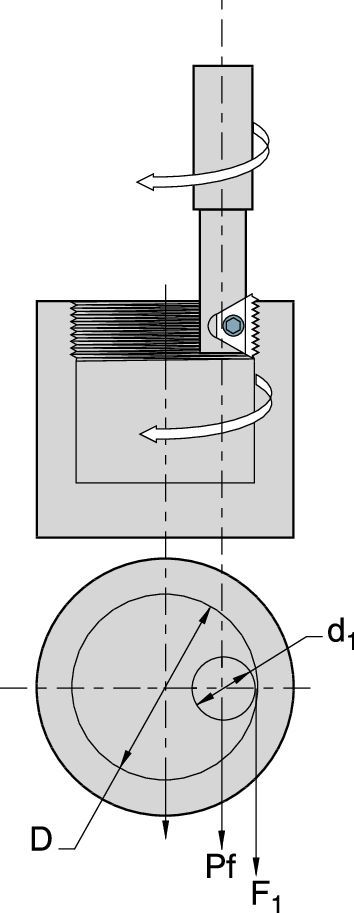 |  |
| D | filet exter | filet inter | |
| P1 = vitesse d'avance programmée (mm/mn) D = diamètre exter (filet exter) D = diamètre inter (filet inter) d1 = diamètre de coupe, sur plaquette | outil pièce | ||
| F1 = fz x Z x n | RPM = | 12 x SFM | |
| π x d 1 | |||
| F1 =vitesse d'avance de l'outil à l'arête de coupe (in/min)fz=inch par dent (vitesse d'avance)Z=nombre de dents effectives de la fraisen=vitesse de rotation (tr/mn de la broche) | SFM=vitesse de coupe, pieds linéaires par minute d1 =diamètre de fraise, sur plaquette π=3,1416 | ||
 |  |
| filet inter | filet exter |
| pitch (TPI) | 24 | 20 | 16 | 12 |
| pitch mm | 1,0 | 1,25 | 1,5 | 2,0 |
| cutter dia. d1 | minimum bore diameter D | |||
| .67 | .748 | .772 | .787 | .827 |
| .75 | .827 | .850 | .866 | .906 |
| .79 | .866 | .890 | .906 | .945 |
| plaquette IC | a (mm) | pas (TPI) | filet inter | b | Nombre de dents | Nuance | filet exter | b | Nombre de dents | Nuance | Type de fraise | ||
| Réf. catalogue | KC610M | KC620M | Réf. catalogue | KC610M | KC620M | ||||||||
| 32 | STN16 32UN-I | 14,99 | 19 | STN16 32UN-E | 14,99 | 19 | |||||||
| 28 | STN16 28UN-I | 14,48 | 16 | STN16 28UN-E | 14,48 | 16 | |||||||
| 27 | STN16 27UN-I | 14,22 | 15 | STN16 27UN-E | 14,22 | 15 | |||||||
| 24 | STN16 24UN-I | 13,97 | 14 | STN16 24UN-E | 14,73 | 14 | |||||||
| 9,53 | 16 | 20 | STN16 20UN-I | 13,97 | 11 | STN16 20UN-E | 13,97 | 11 | STN16 | ||||
| 18 | STN16 18UN-I | 14,22 | 10 | STN16 18UN-E | 14,22 | 10 | |||||||
| 16 | STN16 16UN-I | 14,22 | 9 | STN16 16UN-E | 14,22 | 9 | |||||||
| 14 | STN16 14UN-I | 14,48 | 8 | STN16 14UN-E | 14,48 | 8 | |||||||
| 13 | STN16 13UN-I | 13,72 | 7 | STN16 13UN-E | 13,72 | 7 | |||||||
| 12 | STN16 12UN-I | 14,73 | 7 | STN16 12UN-E | 14,73 | 7 | |||||||
| pas (TPI) | 24 | 20 | 16 | 12 |
| pas mm | 1,0 | 1,25 | 1,5 | 2,0 |
| diamètre de coupe d1 | diamètre d'alésage minimum D | |||
| 17,02 | 19,00 | 19,61 | 19,99 | 21,01 |
| 19,05 | 21,01 | 21,59 | 22,00 | 23,01 |
| 20,07 | 22,00 | 22,61 | 23,01 | 24,00 |
| plaquette IC | a inch (mm) | pitch (TPI) | filet inter | b | Nombre de dents | Nuance | external thread | b | Nombre de dents | Nuance | Type de fraise | ||
| Réf. catalogue | KC610M | KC620M | Réf. catalogue | KC610M | KC620M | ||||||||
| 32 | STN16 32UN-I | .59 | 19 | STN16 32UN-E | .59 | 19 | |||||||
| 28 | STN16 28UN-I | .57 | 16 | STN16 28UN-E | .57 | 16 | |||||||
| 27 | STN16 27UN-I | .56 | 15 | STN16 27UN-E | .56 | 15 | |||||||
| 24 | STN16 24UN-I | .55 | 14 | STN16 24UN-E | .58 | 14 | |||||||
| 3/8 | .63 (16) | 20 | STN16 20UN-I | .55 | 11 | STN16 20UN-E | .55 | 11 | STN16 | ||||
| 18 | STN16 18UN-I | .56 | 10 | STN16 18UN-E | .56 | 10 | |||||||
| 16 | STN16 16UN-I | .56 | 9 | STN16 16UN-E | .56 | 9 | |||||||
| 14 | STN16 14UN-I | .57 | 8 | STN16 14UN-E | .57 | 8 | |||||||
| 13 | STN16 13UN-I | .54 | 7 | STN16 13UN-E | .54 | 7 | |||||||
| 12 | STN16 12UN-I | .58 | 7 | STN16 12UN-E | .58 | 7 | |||||||
| Calculate the feed rates: | |||||
| First, find the RPM. | |||||
| tr/mn = | 12 x SFM | = | 12 x 500 | = | 2418 RPM |
| π x d1 | 3.14 x .79 | ||||
| Next, calculate the feed rate at the insert cutting edge (F1): | |||||
| (using the chosen feed per tooth of .004.) | |||||
| F1 = | IPT x nt x RPM | = | .004 X 1 X 2418 | = | 9.67 in/min |
| Finally, calculate the feed rate at the cutter centerline (F2): | |||||
| F2 = | F1 x (D - d1) | = | 9.67 x (1.182 - .79) | = | 3.207 in/min |
| D | 1.182 | ||||
| Select the thread milling method. | |||||
| Climb milling (preferred) see page . | |||||
| Calculate the radius of the tangential arc Re: | |||||
| Re = | (Ri - CL)2 + R02 | = | (.591 - .02)2 + .6252 | ||
| 2Ro | 2 x .625 | ||||
| Re = | .573333 in. | ||||
| Calculate the angle (β): | |||||
| β = | 90° + arc sin | Ro - Re | |||
| Re | |||||
| β = | 90° + arc sin | .625 - .573333 | |||
| .57333 | |||||
| β = | 90° + 5.17° | = | 95.17° | = | 95° 10' |
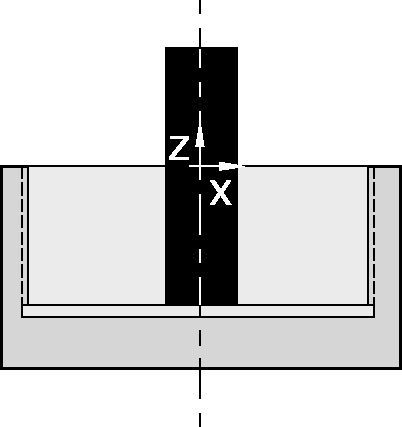
| Calculate the movement along the Z-axis during the entry approach from point “A” to point “B” (Zα). | |||||
| Zα= P (in) x | α° | = | .0625 | = | .0156 in, because α = 90° |
| 360° | 4 | ||||
| Calculate the “X” and “Y” values at the start of the entry approach. | |||||
| X = 0Y = -Ri + CL = -.591 + .02 = - .571 in. | |||||
| Define Z-axis location at the start of the entry approach. (NOTE: L = length of thread) | |||||
| Z = - (L + Zα) = - (.50 + .0156) = - .5156 in. | |||||
| Define the starting point. | |||||
| Xa = 0 | |||||
| Ya = 0 | |||||
| Calcul des vitesses d'avance : | |||||
| Commencer par déterminer les tr/mn. | |||||
| tr/mn = | 1000 x Vc | = | 1000 x 150 | = | 2387 tr/mn |
| π x d1 | π x 20 | ||||
| Ensuite, calculer la vitesse d'avance à l'arête de coupe (F1) : | |||||
| (en utilisant l'avance par dent sélectionnée de 0,1mm.) | |||||
| F1 = | Fz x Z x N | = | 0,1 X 1 X 2387 | = | 238,7 mm/mn |
| Enfin, calculer la vitesse d'avance à l'axe de la plaquette (F2) : | |||||
| F2 = | F1 x (D - d1) | = | 238,7 x (30 | = | 79,57 mm/mn |
| D | 30 | ||||
| Choisir la méthode de filetage à la fraise. | |||||
| Pour le fraisage en avalant (recommandé), voir page W48. | |||||
| Calculer le rayon de l'arc tangentiel Re: | |||||
| Re = | (Ri - CL)2 + RO2 | = | (15 | ||
| 2 x RO | 2 x 15,875 | ||||
| Re = | 14,55mm | ||||
| Calculer l'angle (β) : | |||||
| β = | 90° + arc sin | Ro - Re | |||
| Re | |||||
| β = | 90° + arc sin | 15,875 - 14,55 | |||
| 14,55 | |||||
| β = | 90° + 5.17° | = | 95,2° | = | 95° 12' |
| Calculer le déplacement selon l'axe Z pendant l'approche d'entrée du point “A” au point “B” (Zα). | |||||
| Zα= P (mm) x | α° | = | 1,578 | = | 0,394mm parce que α = 90° |
| 360° | 4 | ||||
| Calculer les valeurs de "X" et "Y" au départ de l'approche d'entrée. | |||||
| X = 0Y = Ri + CL = 15 + 0,5 = 15,5mm | |||||
| Définir la position de l'axe Z au départ de l'approche d'entrée. REMARQUE : L = longueur filetée) | |||||
| Z = (L + Zα) = 12,7 + 0,3945 = 13,0945mm | |||||
| Définir le point de départ. | |||||
| Xa = 0 | |||||
| Ya = 0 | |||||
| Programme CNC (Fanuc 11M) | |||
| % | |||
| N10G90G00G57X0.000Y0.000 | |||
| N20G43H10Z0.M3S2417 | |||
| N30G91G00X0.Y0.Z–0.5156 | |||
| N40G41D60X0.000Y–0.5710Z0. | |||
| N50G03X0.6250Y0.5710Z0.0156R0.5733F3.206 | |||
| N60G03X0.Y0.Z0.0625I–0.625J0. | |||
| N70G03X–0.625Y0.5710Z0.0156R0.5733 | |||
| N80G00G40X0.Y–0.5710Z0. | |||
| N90G49G57G00Z8.0M5 | |||
| N100M30 | |||
| % | |||
| Ri = | D | RO = | DO |
| 2 | 2 | ||
| D = diamètre inter | DO = diamètre nominal | ||
| α 90° | |||
 | |||
 | |||
| Annexe A | |
| Formules dérivées pour le filetage inter | |
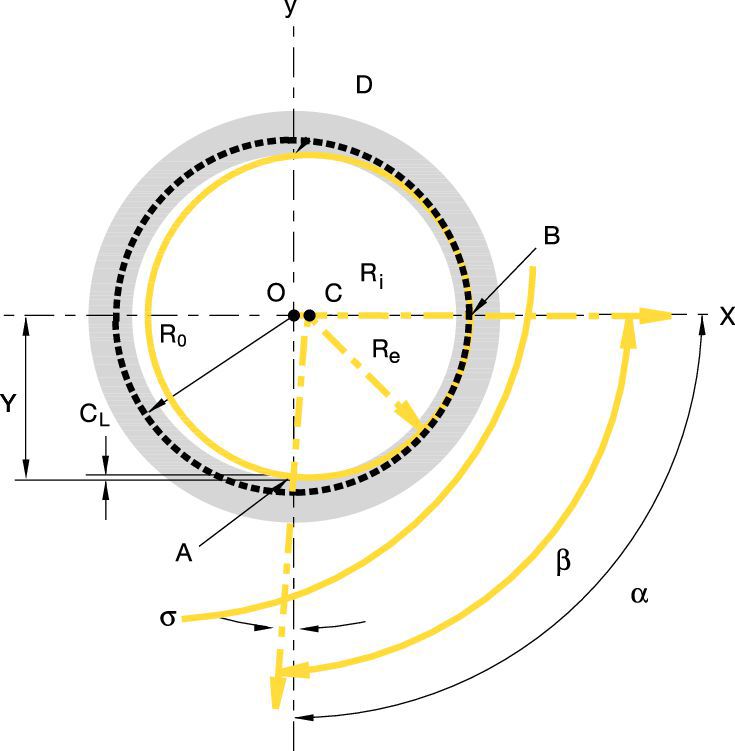
| Re, β et X sont obtenus par analyse géométrique de la trajectoire d'entrée. | |
| Cette trajectoire d'entrée est définie par le déplacement de l'outil selon une trajectoire circulaire de rayon R e autour du point C. | |
| R e = | (R i - C L) 2 + R o2 |
| 2R o | |
| Le triangle OAC nous permet de simplifier la résolution de Re. | |
| OA = Ri – CL CA = Re OC = Ro – Re | |
| Le théorème de Pythagore énonce que : OA2 + OC2 = AC2 | |
| En remplaçant par les valeurs réelles, on obtient : | |
| (R i - C L) 2 + (R o - R e) 2 = R e2 | |
| De façon simplifiée, on obtient : | |
| R e = | (R i - C L) 2 + R o2 |
| 2R 0 | |
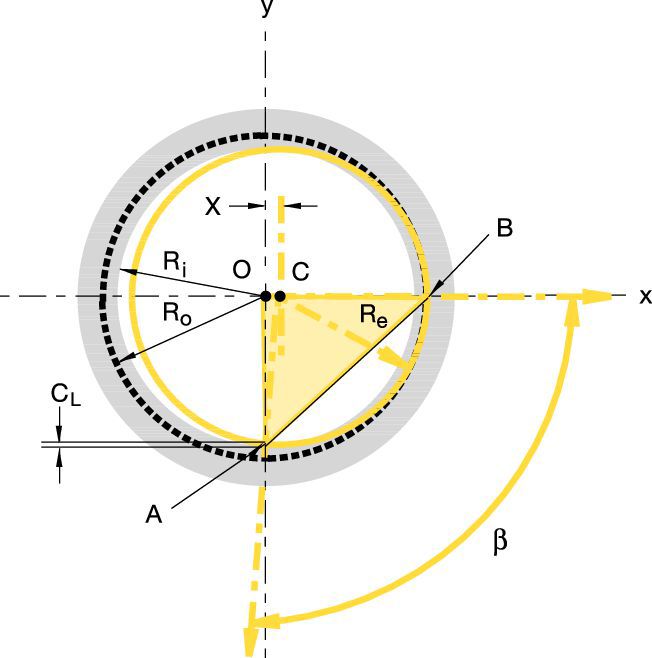 | |
| Trouver l'angle β. | |||
| en utilisant le même triangle : | |||
| sin β = | AO | = | (Ro + CL) |
| AC | Re | ||
| β = arc sin | ( | Ro + CL | ) |
| Re | |||
 | |||
| Annexe B | |
| Formules dérivées pour le filetage exter | |
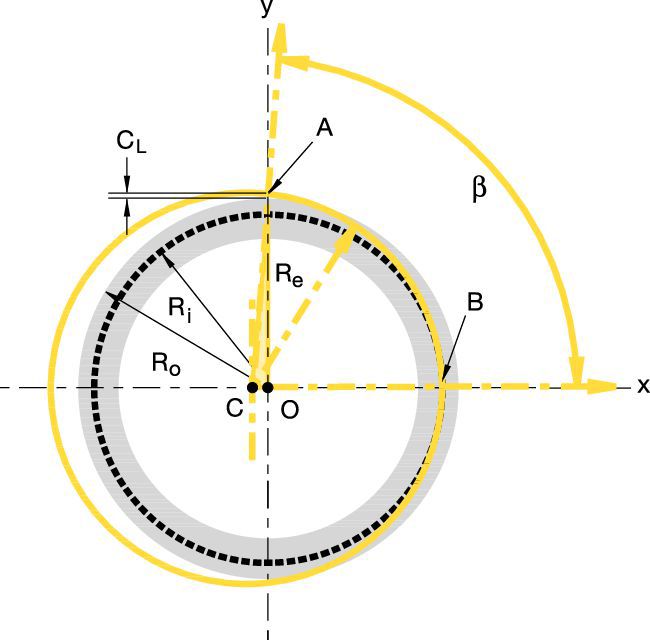
| Re, β et X sont obtenus par analyse géométrique de la trajectoire d'entrée. | |
| Cette trajectoire d'entrée est définie par le déplacement de l'outil selon une trajectoire circulaire de rayon Re autour du point C. | |
| R e = | (R o - C L) 2 + R i2 |
| 2R i | |
| Le triangle OAC nous permet de simplifier la résolution de Re. | |
| OA = Ro – CL CA = Re OC = Re – Ri | |
| Le théorème de Pythagore énonce que : OA2 + OC2 = AC2 | |
| En remplaçant par les valeurs réelles, on obtient : | |
| (R o - C L) 2 + (R e - R i) 2 = R e2 | |
| De façon simplifiée, on obtient : | |
| R e = | (R o - C L) 2 + R i2 |
| 2R i | |
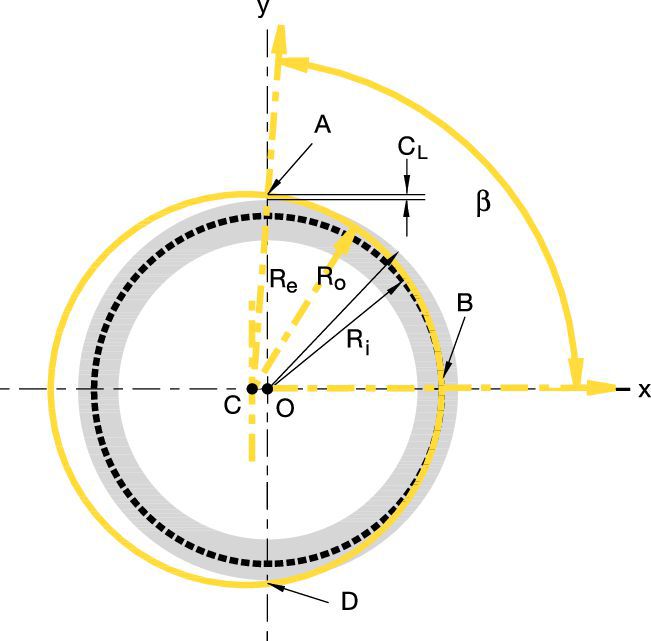 | |
| Trouver l'angle β. | ||||
 | ||||
| sin |  | |||
 | = arc sin | ( | Ro - Re | ) |
| Re | ||||
| Donc, β = 90° + arc sin | ( | Ro - Re | ) | |
| Re | ||||
 | ||||
| problème | cause possible | la solution | |
| usure en dépouille excessive |  | • Vitesse de coupe trop élevée. | • Réduire la vitesse de coupe. |
| • Copeau trop mince. | • Augmenter la vitesse d'avance. | ||
| • Lubrifiant insuffisant. | • Augmenter la quantité/pression du lubrifiant. | ||
| écaillage de l'arête de coupe |  | • Copeau trop épais. | • Réduire la vitesse d'avance. • Utiliser une entrée tangentielle comme moyen d'attaque. • Augmenter les tr/mn. |
| • Vibrations. | • Vérifier la rigidité. | ||
| arête rapportée sur l'arête de coupe |  | • Vitesse de coupe trop faible. | • Augmenter la vitesse de coupe. |
| • Epaisseur de copeau insuffisante. | • Augmenter la vitesse d'avance. | ||
| broutage/vibrations | • Vitesse d'avance trop importante. | • Réduire l'avance. | |
| • Profil trop profond | • Exécuter deux passes avec une profondeur de coupe plus importante. • Exécuter deux passes, en usinant chaque fois uniquement la moitié de la longueur du filet. | ||
| • Longueur de filet trop importante. | • Exécuter deux passes, en usinant chaque fois uniquement la moitié de la longueur du filet. | ||
| filetage insuffisamment précis | • Déflexion d'outil. | • Réduire la vitesse d'avance. • Exécuter une coupe à zéro. | |
| Filets – Désignations | désignation standard | classe de tolérance |
| UN | ANSI B 1.174 | 2A/2B |
| UNJ | MIL-S-8879A | 3A/3B |
| ISO | R262 (DIN 13) | 6g/6H |
| NPT | USAS B2.1 : 1968 | Norme NPT |
| NPTF | ANSI B 1.20.3-1976 | standard |
| BSW | B.S. 84 : 1956, DIN 259, ISO 228/1 : 1982 | classe Moyenne A |
| BSPT | B.S. 21 : 1985 | Norme BSPT |
| ACME | ANSI B1/5 : 1988 | 3G |
| PG | DIN 40430 | standard |
| TR | DIN 103 | 7e/7H |
catalogue ISO
catalogue ANSI
to find similar products.Please select a file to download
Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | catalogue ISO | Grade |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?