Fix-Perfect™ • Cast Iron Indexable Inserts • SPHX1205-GP 70°/20° • Roughing



Downloaded file will be available after import in the {{cadTool}} tool library.
| Numéro de matériel | 6969257 |
| Ref. ISO Catalogue | SPHX1205ZCELGP |
| Ref. ANSI Catalogue | SPHX1205ZCELGP |
| Nuance | KCK20B |
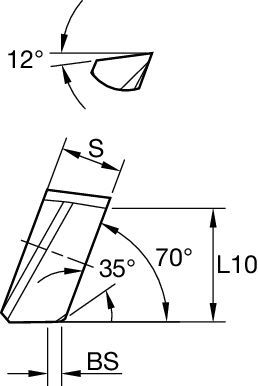
| [L10] Longueur d’arête de coupe de la plaquette | 5.41 mm |
| [L10] Longueur d’arête de coupe de la plaquette | 0.213 in |
| [S] Épaisseur de la plaquette | 5.5 mm |
| [S] Épaisseur de la plaquette | 0.2165 in |
| [BS] Longueur de facette d’angle | 0.7 mm |
| [BS] Longueur de facette d’angle | 0.0276 in |
| Arêtes de coupe par plaquette | 8 |
Grades

KCK20B
Composition: Revêtement multicouche MTCVD TiCN-Al2O3-TiOCN épais sur substrat carbure destiné à l'usinage de la fonte. Application: Performances régulières dans l'usinage grande vitesse de la fonte grise et ductile. La conception du substrat augmente la tenue de coupe de la plaquette durant l'usinage à grande vitesse avec une déformation minimale. L'épais revêtement CVD et le revêtement final assurent une excellente résistance à l'usure ainsi qu'une tenue de coupe longue et régulière. Peut être utilisé en coupe continue à légèrement interrompue.
Créez une Solution pour calculer les avances et vitesses
Après avoir créé une Solution, choisissez simplement l'icône "Avances et Vitesses" et notre système vous fournira ses recommandations. Vous pouvez les personnaliser en ajoutant votre machine et vos spécifications techniques, ou en ajustant votre demande à l'aide des curseurs.
| Géométrie de plaquette | Avance par dent de départ recommandée (Fz) en relation avec le % de l'Engagement Radial (ae) | Géométrie de plaquette | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..GP | 0,14 | 0,49 | 0,94 | 0,10 | 0,36 | 0,68 | 0,08 | 0,27 | 0,51 | 0,07 | 0,23 | 0,44 | 0,06 | 0,21 | 0,40 | .E..GP |
| .T..GP | 0,25 | 0,63 | 1,01 | 0,18 | 0,45 | 0,73 | 0,14 | 0,34 | 0,54 | 0,12 | 0,30 | 0,47 | 0,11 | 0,27 | 0,43 | .T..GP |
| .S..GP | 0,25 | 0,63 | 1,01 | 0,18 | 0,45 | 0,73 | 0,14 | 0,34 | 0,54 | 0,12 | 0,30 | 0,47 | 0,11 | 0,27 | 0,43 | .S..GP |
| Travaux légers | Applications générales | Travaux lourds |
| Géométrie de plaquette | Avance par dent de départ recommandée (Fz) en relation avec le % de l'Engagement Radial (ae) | Géométrie de plaquette | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..GP | 0,13 | 0,25 | 0,46 | 0,10 | 0,19 | 0,35 | 0,09 | 0,16 | 0,30 | 0,08 | 0,15 | 0,28 | 0,08 | 0,15 | 0,28 | .E..GP |
| .T..GP | 0,19 | 0,43 | 0,84 | 0,14 | 0,32 | 0,62 | 0,13 | 0,28 | 0,54 | 0,12 | 0,26 | 0,51 | 0,11 | 0,26 | 0,50 | .T..GP |
| Travaux légers | Applications générales | Travaux lourds |
| Groupe Matières | KB1340 | KC520M | KCK15 | KTPK20 | KCPK30 | KY3500 | |||||||||||||
| P | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 5 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 6 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| M | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| K | 1 | 1645 | 1100 | 585 | 325 | 295 | 260 | 505 | 460 | 410 | 275 | 235 | 195 | 355 | 320 | 285 | 965 | 880 | 780 |
| 2 | – | – | – | 255 | 225 | 215 | 400 | 355 | 330 | 220 | 180 | 160 | 280 | 255 | 230 | 765 | 685 | 635 | |
| 3 | – | – | – | 215 | 190 | 170 | 335 | 300 | 275 | 185 | 150 | 130 | 235 | 210 | 195 | 645 | 570 | 525 | |
| N | 1–2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| H | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| Groupe Matières | KC110M | KC520M | KCK15 | KTPK20 | KCPK30 | KY3500 | |||||||||||||
| P | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 5 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 6 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| M | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| K | 1 | 155 | 145 | 135 | 325 | 295 | 260 | 505 | 460 | 410 | 275 | 235 | 195 | 355 | 320 | 285 | 965 | 880 | 780 |
| 2 | 135 | 130 | 120 | 255 | 225 | 215 | 400 | 355 | 330 | 220 | 180 | 160 | 280 | 255 | 230 | 765 | 685 | 635 | |
| 3 | 120 | 105 | 95 | 215 | 190 | 170 | 335 | 300 | 275 | 185 | 150 | 130 | 235 | 210 | 195 | 645 | 570 | 525 | |
| N | 1–2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| H | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| Groupe Matières | Travaux légers | Applications générales | Travaux lourds | |||
| (géomètrie légère) | – | (géomètrie solide) | ||||
| résistance à l’usure |  | ténacité | ||||
| Géométrie | Nuance | Géométrie | Nuance | Géométrie | Nuance | |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | – | – | – | – | – | – |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | .E..GP | KC520M | .E..GP | KCK15 | .S..GP | KCK15 |
| K3 | .E..GP | KC520M | .E..GP | KCK15 | .S..GP | KCK15 |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
| Groupe Matières | Travaux légers | Applications générales | Travaux lourds | |||
| (géomètrie légère) | – | (géomètrie solide) | ||||
| résistance à l’usure | | ténacité | ||||
| Géométrie | Nuance | Géométrie | Nuance | Géométrie | Nuance | |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | – | – | – | – | – | – |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | .E..GP | KCK15 | .E..GP | KCK15 | .E..GP | KCK15 |
| K3 | .E..GP | KCK15 | .E..GP | KCK15 | .S..GP | KCPK30 |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
I have read and accepted the Terms & Conditions of use
CAD Drawings Models
Can’t find the file type you’re looking for?
Product data
catalogue ISO
catalogue ANSI
to find similar products.Please select a file to download
Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | catalogue ISO | Grade |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?