欢迎
请确认您的首选项
更新首选项
产品建议
Product Family suggestions
编辑解决方案
添加解决方案
解决方案名称: {{SolutionName}}- 产品
- /
- XDPT09-GP • Precision pressed. General use on alloyed steels. Good balance across all machining situations.
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.
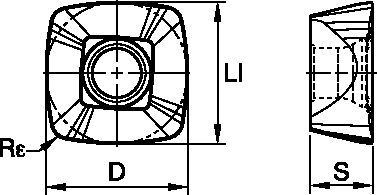
XDPT09-GP • Precision pressed. General use on alloyed steels. Good balance across all machining situations.
Milling Inserts
Features and benefits
- First choice for roughing steel and iron alloys.
| 7792 Series • IC09 • Insert Selection Guide | ||||||
| Material Group | Light
|
General
|
Heavy
|
|||
| – | (Light geometry) | – | (Strong geometry) | |||
| – | wear
|
 <="" td=""> <="" td=""> | toughness | |||
| – | Geometry | Grade | Geometry | Grade | Geometry | Grade |
| P1-P2 | ...M41 | KCPM40 | …M41 | KCPM40 | …GP | KCPM40 |
| P3-P4 | ...M41 | KCPM40 | …D411 | SP6519 | …D41 | KCPM40 |
| P5-P6 | ...M41 | KCPM40 | ...D41 | SP6519 | ...D41 | X500 |
| M1-M2 | ...M41 | KCSM40 | ...D411 | KCSM40 | ...D41 | KCSM40 |
| M3 | ...M41 | KCSM40 | ...D41 | KCSM40 | ...D41 | KCSM40 |
| K1-K2 | …M | KCK20B | …M | KCK20B | …D | KCPK30 |
| K3 | …M | KCK20B | …M | KCK20B | …D | KCPK30 |
| N1-N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1-S2 | ...M41 | X500 | ...D411 | KCSM40 | ...D41 | KCSM40 |
| S3 | ...M41 | X500 | ...D411 | KCSM40 | ...D41 | KCSM40 |
| S4 | ...M41 | X500 | ...D411 | KCSM40 | ...D41 | KCSM40 |
| H1 | …M | KCKP10 | …M | KCKP10 | …D | KCPM40 |
轴向切削深度(ap)为1,50时
| 7792 Series • IC09 • Recommended Starting Feeds [mm/th] | |||||||
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | ||||||
| DOC | 30% | 40–100% | |||||
| (mm) | L | M | H | L | M | H | |
| .S..D | 1,5 | 0,25 | 0,55 | 0,88 | 0,23 | 0,50 | 0,80 |
| .S..D | 1,1 | 0,30 | 0,64 | 1,02 | 0,27 | 0,59 | 0,93 |
| .S..D | 0,9 | 0,33 | 0,71 | 1,12 | 0,30 | 0,64 | 1,03 |
| .E..D41 | 1,5 | 0,18 | 0,50 | 0,75 | 0,16 | 0,46 | 0,69 |
| .E..D41 | 1,1 | 0,21 | 0,58 | 0,87 | 0,19 | 0,53 | 0,80 |
| .E..D41 | 0,9 | 0,23 | 0,64 | 0,96 | 0,21 | 0,59 | 0,88 |
| .E..D411 | 1,5 | 0,18 | 0,50 | 0,75 | 0,16 | 0,46 | 0,69 |
| .E..D411 | 1,1 | 0,21 | 0,58 | 0,87 | 0,19 | 0,53 | 0,80 |
| .E..D411 | 0,9 | 0,23 | 0,64 | 0,96 | 0,21 | 0,59 | 0,88 |
| .S..GP | 1,5 | 0,25 | 0,55 | 0,89 | 0,23 | 0,51 | 0,81 |
| .S..GP | 1,1 | 0,30 | 0,64 | 1,03 | 0,27 | 0,59 | 0,94 |
| .S..GP | 0,9 | 0,33 | 0,71 | 1,14 | 0,30 | 0,65 | 1,04 |
| .S...M | 1,5 | 0,25 | 0,55 | 0,88 | 0,23 | 0,50 | 0,80 |
| .S...M | 1,1 | 0,30 | 0,64 | 1,02 | 0,27 | 0,59 | 0,93 |
| .S..M | 0,9 | 0,33 | 0,71 | 1,12 | 0,30 | 0,64 | 1,03 |
| .E..M41 | 1,5 | 0,18 | 0,50 | 0,75 | 0,16 | 0,46 | 0,69 |
| .E...M41 | 1,1 | 0,21 | 0,58 | 0,87 | 0,19 | 0,53 | 0,80 |
| .E..M41 | 0,9 | 0,23 | 0,64 | 0,96 | 0,21 | 0,59 | 0,88 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | |||||||
轴向切削深度(ap)为1,10时
| Light
|
General
|
Heavy
|
轴向切削深度(ap)为0,90时
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..D721 | 0,35 | 1,12 | 1,98 | 0,25 | 0,79 | 1,37 | 0,19 | 0,59 | 1,01 | 0,16 | 0,51 | 0,87 | 0,15 | 0,47 | 0,80 | .E..D721 |
| .E..D41 | 0,44 | 1,28 | 1,98 | 0,32 | 0,90 | 1,37 | 0,24 | 0,67 | 1,01 | 0,21 | 0,58 | 0,87 | 0,19 | 0,53 | 0,80 | .E..D41 |
| .E..D411 | 0,44 | 1,28 | 1,98 | 0,32 | 0,90 | 1,37 | 0,24 | 0,67 | 1,01 | 0,21 | 0,58 | 0,87 | 0,19 | 0,53 | 0,80 | .E..D411 |
| .S..D | 0,64 | 1,42 | 2,35 | 0,45 | 1,00 | 1,61 | 0,34 | 0,74 | 1,18 | 0,30 | 0,64 | 1,02 | 0,27 | 0,59 | 0,93 | .S..D |
| .S..GP | 0,64 | 1,42 | 2,37 | 0,45 | 1,00 | 1,63 | 0,34 | 0,74 | 1,19 | 0,30 | 0,64 | 1,03 | 0,27 | 0,59 | 0,94 | .S..GP |
轴向切削深度(ap)为0,50时
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..D721 | 0,39 | 1,24 | 2,20 | 0,28 | 0,88 | 1,52 | 0,21 | 0,65 | 1,11 | 0,18 | 0,56 | 0,96 | 0,17 | 0,52 | 0,88 | .E..D721 |
| .E..D41 | 0,48 | 1,42 | 2,20 | 0,35 | 1,00 | 1,52 | 0,26 | 0,74 | 1,11 | 0,23 | 0,64 | 0,96 | 0,21 | 0,59 | 0,88 | .E..D41 |
| .E..D411 | 0,48 | 1,42 | 2,20 | 0,35 | 1,00 | 1,52 | 0,26 | 0,74 | 1,11 | 0,23 | 0,64 | 0,96 | 0,21 | 0,59 | 0,88 | .E..D411 |
| .S..D | 0,70 | 1,57 | 2,61 | 0,50 | 1,10 | 1,78 | 0,37 | 0,81 | 1,30 | 0,33 | 0,71 | 1,12 | 0,30 | 0,64 | 1,03 | .S..D |
| .S..GP | 0,70 | 1,58 | 2,65 | 0,50 | 1,11 | 1,80 | 0,37 | 0,82 | 1,31 | 0,33 | 0,71 | 1,14 | 0,30 | 0,65 | 1,04 | .S..GP |
进给率指南 • 插铣 • IC 09 • fz [毫米/齿]
| 7792 Series • IC09 • Recommended Starting Feeds for Plunging [mm/th] | ||||
| Insert Geometry |  <="" td=""> <="" td=""> | Programmed Feed per Tooth (fz) | ||
| L | M | H | ||
| .S..D | 0,10 | 0,22 | 0,35 | |
| .E..D41 | 0,07 | 0,20 | 0,30 | |
| .E..D411 | 0,07 | 0,20 | 0,30 | |
| .S..GP | 0,10 | 0,22 | 0,35 | |
| .S..M | 0,10 | 0,22 | 0,35 | |
| .E..M41 | 0,07 | 0,20 | 0,30 | |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | ||||
| Light
|
General
|
Heavy
|
| Light
|
General
|
Heavy
|
| 7792 Series • IC09 • Recommended Starting Feeds [IPT] | |||||||
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | ||||||
| DOC | 30% | 40–100% | |||||
| (Inch) | L | M | H | L | M | H | |
| .S..D | 0.06 | 0.010 | 0.022 | 0.035 | 0.009 | 0.020 | 0.032 |
| .S..D | 0.04 | 0.012 | 0.027 | 0.042 | 0.011 | 0.024 | 0.039 |
| .S..D | 0.03 | 0.014 | 0.031 | 0.049 | 0.013 | 0.028 | 0.044 |
| .E..D41 | 0.06 | 0.007 | 0.020 | 0.030 | 0.006 | 0.018 | 0.027 |
| .E..D41 | 0.04 | 0.009 | 0.024 | 0.036 | 0.008 | 0.022 | 0.033 |
| .E..D41 | 0.03 | 0.010 | 0.028 | 0.042 | 0.009 | 0.025 | 0.038 |
| .E..D411 | 0.06 | 0.007 | 0.020 | 0.030 | 0.006 | 0.018 | 0.027 |
| .E..D411 | 0.04 | 0.009 | 0.024 | 0.036 | 0.008 | 0.022 | 0.033 |
| .E..D411 | 0.03 | 0.010 | 0.028 | 0.042 | 0.009 | 0.025 | 0.038 |
| .S..GP | 0.06 | 0.010 | 0.022 | 0.035 | 0.009 | 0.020 | 0.032 |
| .S..GP | 0.04 | 0.012 | 0.026 | 0.042 | 0.011 | 0.024 | 0.038 |
| .S..GP | 0.03 | 0.014 | 0.030 | 0.048 | 0.013 | 0.028 | 0.044 |
| .S...M | 0.06 | 0.010 | 0.022 | 0.035 | 0.009 | 0.020 | 0.032 |
| .S...M | 0.04 | 0.012 | 0.027 | 0.042 | 0.011 | 0.024 | 0.039 |
| .S..M | 0.03 | 0.014 | 0.031 | 0.049 | 0.013 | 0.028 | 0.044 |
| .E..M41 | 0.06 | 0.007 | 0.020 | 0.030 | 0.006 | 0.018 | 0.027 |
| .E...M41 | 0.04 | 0.009 | 0.024 | 0.036 | 0.008 | 0.022 | 0.033 |
| .E..M41 | 0.03 | 0.010 | 0.028 | 0.042 | 0.009 | 0.025 | 0.038 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | |||||||
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..D721 | .015 | .047 | .083 | .010 | .033 | .057 | .008 | .024 | .042 | .007 | .021 | .036 | .006 | .019 | .033 | .E..D721 |
| .E..D41 | .018 | .053 | .083 | .013 | .038 | .057 | .010 | .028 | .042 | .009 | .024 | .036 | .008 | .022 | .033 | .E..D41 |
| .E..D411 | .018 | .053 | .083 | .013 | .038 | .057 | .010 | .028 | .042 | .009 | .024 | .036 | .008 | .022 | .033 | .E..D411 |
| .S..D | .026 | .059 | .098 | .019 | .041 | .067 | .014 | .031 | .049 | .012 | .027 | .042 | .011 | .024 | .039 | .S..D |
| .S..GP | .026 | .058 | .097 | .019 | .041 | .067 | .014 | .030 | .049 | .012 | .026 | .042 | .011 | .024 | .038 | .S..GP |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..D721 | .017 | .054 | .097 | .012 | .038 | .066 | .009 | .028 | .048 | .008 | .024 | .042 | .007 | .022 | .038 | .E..D721 |
| .E..D41 | .021 | .062 | .097 | .015 | .043 | .066 | .011 | .032 | .048 | .010 | .028 | .042 | .009 | .025 | .038 | .E..D41 |
| .E..D411 | .021 | .062 | .097 | .015 | .043 | .066 | .011 | .032 | .048 | .010 | .028 | .042 | .009 | .025 | .038 | .E..D411 |
| .S..D | .030 | .069 | .115 | .021 | .048 | .078 | .016 | .035 | .056 | .014 | .031 | .049 | .013 | .028 | .044 | .S..D |
| .S..GP | .030 | .068 | .114 | .021 | .047 | .077 | .016 | .035 | .056 | .014 | .030 | .048 | .013 | .028 | .044 | .S..GP |
Feed Rate Guide • Plunging • IC 09 • fz [mm/tooth]
| 7792 Series • IC09 • Recommended Starting Feeds for Plunging [IPT] | ||||
| Insert Geometry | <="" td=""> | Programmed Feed per Tooth (fz) | ||
| L | M | H | ||
| .S..D | 0.004 | 0.009 | 0.014 | |
| .E..D41 | 0.003 | 0.008 | 0.012 | |
| .E..D411 | 0.003 | 0.008 | 0.012 | |
| .S..GP | 0.004 | 0.009 | 0.014 | |
| .S..M | 0.004 | 0.009 | 0.014 | |
| .E..M41 | 0.003 | 0.008 | 0.012 | |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | ||||
| Light
|
General
|
Heavy
|
推荐初始速度[米/分钟]
| 7792 Series IC09 • Recommended Starting Speed [m/min] | ||||||||||||||||||||||||||||||||||
| Grade | KC522M | KC725M | KCK15 | KCPK30 | KCKP10 | KCK20B | KCPM40 | KCSM40 | SP6519 | X400 | X500 | |||||||||||||||||||||||
| Chip Thickness hex mm | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | ||||||||||||
| Material Group | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | |
| P | 1 | 330 | 285 | 270 | 260 | 230 | 215 | – | – | – | 455 | 395 | 370 | 300 | 295 | 260 | – | – | – | 295 | 260 | 245 | 350 | 320 | 300 | 295 | 215 | 130 | 260 | 190 | 120 | 270 | 200 | 130 |
| 2 | 275 | 240 | 200 | 220 | 190 | 160 | – | – | – | 280 | 255 | 230 | 310 | 275 | 240 | – | – | – | 250 | 215 | 180 | 300 | 270 | 220 | 260 | 190 | 115 | 230 | 170 | 105 | 240 | 280 | 115 | |
| 3 | 255 | 215 | 175 | 200 | 170 | 140 | – | – | – | 255 | 230 | 205 | 275 | 240 | 205 | – | – | – | 230 | 195 | 160 | 280 | 240 | 195 | 230 | 165 | 100 | 200 | 150 | 95 | 210 | 155 | 100 | |
| 4 | 225 | 185 | 150 | 180 | 150 | 120 | – | – | – | 225 | 185 | 160 | 240 | 205 | 160 | – | – | – | 205 | 170 | 135 | 240 | 205 | 165 | 175 | 125 | 75 | 150 | 110 | 70 | 160 | 120 | 75 | |
| 5 | 185 | 170 | 150 | 150 | 135 | 120 | – | – | – | 190 | 170 | 150 | 205 | 160 | 125 | – | – | – | 170 | 155 | 135 | 200 | 180 | 160 | 140 | 105 | 70 | – | – | – | 130 | 100 | 70 | |
| 6 | 165 | 125 | 100 | 130 | 100 | 80 | – | – | – | 160 | 135 | 110 | 160 | 125 | 110 | – | – | – | 150 | 115 | 90 | 180 | 140 | 100 | 120 | 85 | 50 | – | – | – | 110 | 80 | 50 | |
| M | 1 | 205 | 180 | 165 | 170 | 150 | 135 | – | – | – | 205 | 185 | 155 | – | – | – | – | – | – | 195 | 170 | 155 | 260 | 210 | 185 | 270 | 195 | 115 | – | – | – | 250 | 185 | 115 |
| 2 | 185 | 160 | 130 | 155 | 130 | 110 | – | – | – | 185 | 160 | 140 | – | – | – | – | – | – | 175 | 150 | 125 | 235 | 180 | 145 | 235 | 170 | 105 | – | – | – | 220 | 160 | 100 | |
| 3 | 140 | 120 | 95 | 115 | 100 | 80 | – | – | – | 145 | 130 | 115 | – | – | – | – | – | – | 130 | 115 | 90 | 175 | 145 | 110 | 195 | 140 | 85 | – | – | – | 180 | 130 | 80 | |
| K | 1 | 230 | 205 | 185 | – | – | – | 420 | 385 | 340 | 295 | 265 | 240 | 410 | 330 | 240 | 360 | 290 | 245 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | 180 | 160 | 150 | – | – | – | 335 | 295 | 275 | 235 | 210 | 190 | 280 | 245 | 190 | 280 | 230 | 195 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | 150 | 135 | 120 | – | – | – | 280 | 250 | 230 | 195 | 175 | 160 | 240 | 195 | 160 | 210 | 175 | 140 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| N | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | 40 | 35 | 25 | 35 | 30 | 25 | – | – | – | – | – | – | – | – | – | – | – | – | 40 | 35 | 30 | 50 | 40 | 25 | 55 | 40 | 20 | – | – | – | 45 | 35 | 25 |
| 2 | 40 | 35 | 25 | 35 | 30 | 25 | – | – | – | – | – | – | – | – | – | – | – | – | 40 | 35 | 30 | 55 | 40 | 25 | 45 | 35 | 20 | – | – | – | 45 | 30 | 20 | |
| 3 | 50 | 40 | 25 | 45 | 35 | 25 | – | – | – | – | – | – | – | – | – | – | – | – | 50 | 40 | 30 | 65 | 45 | 30 | 55 | 40 | 25 | – | – | – | 50 | 40 | 25 | |
| 4 | 50 | 45 | 35 | 50 | 45 | 30 | – | – | – | 50 | 45 | 35 | – | – | – | – | – | – | 55 | 50 | 35 | 75 | 60 | 40 | 80 | 55 | 35 | – | – | – | 60 | 50 | 35 | |
| H | 1 | 120 | 90 | 70 | – | – | – | – | – | – | – | – | – | 140 | 110 | 90 | – | – | – | – | – | – | – | – | – | – | – | – | 95 | 70 | 45 | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 80 | 60 | 35 | – | – | – | |
| Recommended Starting Speed are pointing to 90° Shoulder Milling . Starting Speed for Face and Copy Milling can be Increased by 20 %. As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | ||||||||||||||||||||||||||||||||||
| 7792 Series IC09 • Recommended Starting Speed [SFM] | ||||||||||||||||||||||||||||||||||
| Grade | KC522M | KC725M | KCK15 | KCPK30 | KCKP10 | KCK20B | KCPM40 | KCSM40 | SP6519 | X400 | X500 | |||||||||||||||||||||||
| Chip Thickness hex Inch | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | ||||||||||||
| Material Group | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | |
| P | 1 | 1085 | 935 | 885 | 855 | 755 | 705 | – | – | – | 1495 | 1295 | 1215 | 985 | 970 | 855 | – | – | – | 970 | 855 | 805 | 1150 | 1050 | 985 | 970 | 705 | 425 | 855 | 625 | 395 | 885 | 655 | 425 |
| 2 | 900 | 785 | 655 | 720 | 625 | 525 | – | – | – | 920 | 835 | 755 | 1015 | 900 | 785 | – | – | – | 820 | 705 | 590 | 985 | 885 | 720 | 855 | 625 | 375 | 755 | 560 | 345 | 785 | 920 | 375 | |
| 3 | 835 | 705 | 575 | 655 | 560 | 460 | – | – | – | 835 | 755 | 675 | 900 | 785 | 675 | – | – | – | 755 | 640 | 525 | 920 | 785 | 640 | 755 | 540 | 330 | 655 | 490 | 310 | 690 | 510 | 330 | |
| 4 | 740 | 605 | 490 | 590 | 490 | 395 | – | – | – | 740 | 605 | 525 | 785 | 675 | 525 | – | – | – | 675 | 560 | 445 | 785 | 675 | 540 | 575 | 410 | 245 | 490 | 360 | 230 | 525 | 395 | 245 | |
| 5 | 605 | 560 | 490 | 490 | 445 | 395 | – | – | – | 625 | 560 | 490 | 675 | 525 | 410 | – | – | – | 560 | 510 | 445 | 655 | 590 | 525 | 460 | 345 | 230 | – | – | – | 425 | 330 | 230 | |
| 6 | 540 | 410 | 330 | 425 | 330 | 260 | – | – | – | 525 | 445 | 360 | 525 | 410 | 360 | – | – | – | 490 | 375 | 295 | 590 | 460 | 330 | 395 | 280 | 165 | – | – | – | 360 | 260 | 165 | |
| M | 1 | 675 | 590 | 540 | 560 | 490 | 445 | – | – | – | 675 | 605 | 510 | – | – | – | – | – | – | 640 | 560 | 510 | 855 | 690 | 605 | 885 | 640 | 375 | – | – | – | 820 | 605 | 375 |
| 2 | 605 | 525 | 425 | 510 | 425 | 360 | – | – | – | 605 | 525 | 460 | – | – | – | – | – | – | 575 | 490 | 410 | 770 | 590 | 475 | 770 | 560 | 345 | – | – | – | 720 | 525 | 330 | |
| 3 | 460 | 395 | 310 | 375 | 330 | 260 | – | – | – | 475 | 425 | 375 | – | – | – | – | – | – | 425 | 375 | 295 | 575 | 475 | 360 | 640 | 460 | 280 | – | – | – | 590 | 425 | 260 | |
| K | 1 | 755 | 675 | 605 | – | – | – | 1380 | 1265 | 1115 | 970 | 870 | 785 | 1345 | 1085 | 785 | 1180 | 950 | 805 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | 590 | 525 | 490 | – | – | – | 1100 | 970 | 900 | 770 | 690 | 625 | 920 | 805 | 625 | 920 | 755 | 640 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | 490 | 445 | 395 | – | – | – | 920 | 820 | 755 | 640 | 575 | 525 | 785 | 640 | 525 | 690 | 575 | 460 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| N | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | 130 | 115 | 80 | 115 | 100 | 80 | – | – | – | – | – | – | – | – | – | – | – | – | 130 | 115 | 100 | 165 | 130 | 80 | 180 | 130 | 65 | – | – | – | 150 | 115 | 80 |
| 2 | 130 | 115 | 80 | 115 | 100 | 80 | – | – | – | – | – | – | – | – | – | – | – | – | 130 | 115 | 100 | 180 | 130 | 80 | 150 | 115 | 65 | – | – | – | 150 | 100 | 65 | |
| 3 | 165 | 130 | 80 | 150 | 115 | 80 | – | – | – | – | – | – | – | – | – | – | – | – | 165 | 130 | 100 | 215 | 150 | 100 | 180 | 130 | 80 | – | – | – | 165 | 130 | 80 | |
| 4 | 165 | 150 | 115 | 165 | 150 | 100 | – | – | – | 165 | 150 | 115 | – | – | – | – | – | – | 180 | 165 | 115 | 245 | 195 | 130 | 260 | 180 | 115 | – | – | – | 195 | 165 | 115 | |
| H | 1 | 395 | 295 | 230 | – | – | – | – | – | – | – | – | – | 460 | 360 | 295 | – | – | – | – | – | – | – | – | – | – | – | – | 310 | 230 | 150 | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 260 | 195 | 115 | – | – | – | |
| Recommended Starting Speed are pointing to 90° Shoulder Milling . Starting Speed for Face and Copy Milling can be Increased by 20 %. As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | ||||||||||||||||||||||||||||||||||