DUO-LOCK™ • MaxiMet™ • Square End • 2 Flutes • Inch
MaxiMet • ABDF • Wiper Facet
Vlastnosti a výhody
- Center cutting.
- Optimized for thin-wall applications.
- Wiper facet, special end gash, and flute geometry enable improved surface finishes.
- Standard items listed. Additional styles and coatings made-to-order.
Použití
Plunge Milling
Ramping: Blank
Slotting: Square End
Side Milling/Shoulder Milling: Square End
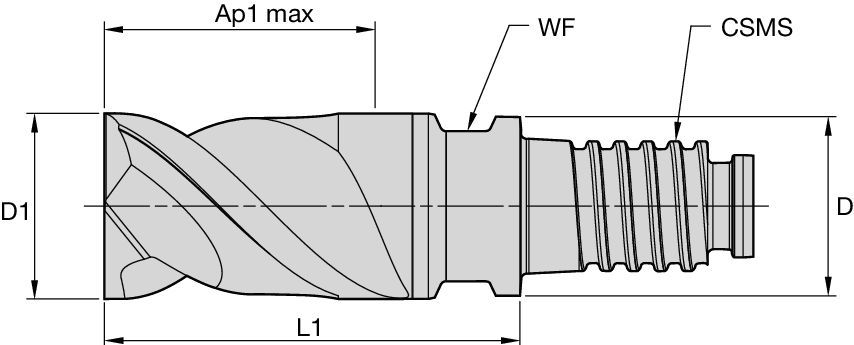
Tool Dimensions: Flute Configuration: 2
Helix Angle: 45°
Corner Style: Square End
 <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="" />
<="" td="" /> <="" td="" />
<="" td="" />