Vítejte
Potvrďte své předvolby
Aktualizovat předvolby
Návrhy produktů
Product Family suggestions
Kennametal k vašim službám
Zakaznicke centrum
Vítejte, User Name
Vámi vybraný účet:
Vyskytl se problém s vaším účtem. Kontaktujte prosím zákaznickou podporu.
Účet kupujícího
Změnit účet
Účet pro příjemce zásilky
Změnit účet
- Ovládací panel
- Spravovat objednávky
- Spravovat kanály
- Adresář
-
Oznámení
Označit vše jako přečtené - Změnit heslo
- Můj profil
- Odhlásit se
Položka (položky)
úspěšně přidáno do košíku
Zobrazit košík
Zobrazit košík
Začněte rok 2024 s fenomenálními úsporami na vrtacích nástrojích.
Nakupujte nyní.
Kennametal k vašim službám
Zakaznicke centrum
Položka (položky)
úspěšně přidáno do košíku
Zobrazit košík
Zobrazit košík
Úprava řešení
Přidání řešení
Název řešení: {{SolutionName}}- Produkty
- /
- DUO-LOCK™ • HARVI™ III • Kulové frézy • 6-břité • Metrické
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

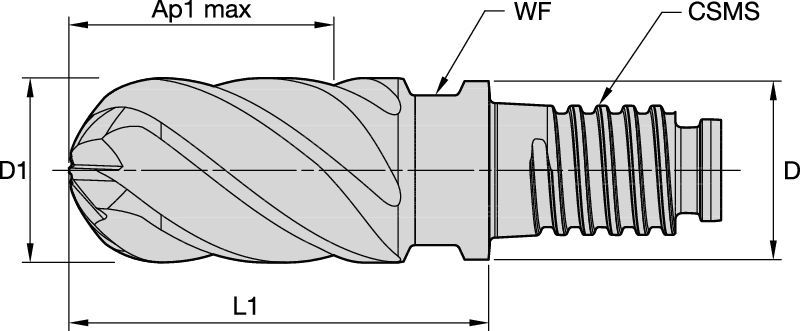
DUO-LOCK™ • HARVI™ III • Kulové frézy • 6-břité • Metrické
Modulární stopkové frézy • UJBV
Vlastnosti a výhody
- Modulární stopkové frézy pro vysoce výkonné kopírování žáruvzdorných slitin.
- Hrubování a dokončování jedním nástrojem.
- Zavrtávací fréza.
- Technologie asymetrické geometrie břitu a proměnné šroubovice minimalizuje chvění a harmonické frekvence pro plynulejší obrábění.
Použití
Helix Angle: 37°/39°
Side Milling/Shoulder Milling: Ball Nose
3D Profiling
Tool Dimensions: Flute Configuration: 6
Corner Style: Ball Nose
| End Mill Tolerances | |
| D1 | tolerance e8 |
|
|
-0,032/-0,059 |
|
|
-0,040/-0,073 |
|
|
-0,050/-0,089 |
Kulové frézy HARVI III • UJBV • Asymetrická geometrie břitu • Hrubovací
| Material
|
 <="" td=""> <="" td=""> | short | medium | long | Roughing
|
|||||||||||||
| A | adapter reach | D1
|
||||||||||||||||
| KCSM15 | KCSM15 | KCSM15 | ||||||||||||||||
| Cutting Speed
|
Cutting Speed
|
Cutting Speed
|
||||||||||||||||
| ap | ae | Min | Max | Min | Max | Min | Max | mm | 10,0 | 12,0 | 16,0 | 20,0 | 25,0 | |||||
| P | 0 | Ap max | 0,4 x D | 150 | – | 200 | 135 | – | 180 | 135 | – | 180 | fz | 0,052 | 0,060 | 0,073 | 0,082 | 0,089 |
| 1 | Ap max | 0,4 x D | 150 | – | 200 | 135 | – | 180 | 135 | – | 180 | fz | 0,052 | 0,060 | 0,073 | 0,082 | 0,089 | |
| 2 | Ap max | 0,4 x D | 140 | – | 190 | 126 | – | 171 | 126 | – | 171 | fz | 0,052 | 0,060 | 0,073 | 0,082 | 0,089 | |
| 3 | Ap max | 0,4 x D | 120 | – | 160 | 108 | – | 144 | 108 | – | 144 | fz | 0,044 | 0,051 | 0,063 | 0,073 | 0,082 | |
| 4 | Ap max | 0,4 x D | 90 | – | 150 | 81 | – | 135 | 81 | – | 135 | fz | 0,039 | 0,045 | 0,055 | 0,064 | 0,070 | |
| 5 | Ap max | 0,4 x D | 60 | – | 100 | 51 | – | 85 | 48 | – | 80 | fz | 0,035 | 0,041 | 0,050 | 0,058 | 0,066 | |
| 6 | Ap max | 0,4 x D | 50 | – | 75 | 42,5 | – | 63,75 | 40 | – | 60 | fz | 0,029 | 0,034 | 0,041 | 0,047 | 0,051 | |
| M | 1 | Ap max | 0,4 x D | 90 | – | 115 | 72 | – | 92 | 63 | – | 80,5 | fz | 0,044 | 0,051 | 0,063 | 0,073 | 0,082 |
| 2 | Ap max | 0,4 x D | 60 | – | 80 | 48 | – | 64 | 42 | – | 56 | fz | 0,035 | 0,041 | 0,050 | 0,058 | 0,066 | |
| 3 | Ap max | 0,4 x D | 60 | – | 70 | 48 | – | 56 | 42 | – | 49 | fz | 0,029 | 0,034 | 0,041 | 0,047 | 0,051 | |
| K | 1 | Ap max | 0,4 x D | 120 | – | 150 | 108 | – | 135 | 108 | – | 135 | fz | 0,052 | 0,060 | 0,073 | 0,082 | 0,089 |
| 2 | Ap max | 0,4 x D | 110 | – | 140 | 99 | – | 126 | 99 | – | 126 | fz | 0,044 | 0,051 | 0,063 | 0,073 | 0,082 | |
| 3 | Ap max | 0,4 x D | 110 | – | 130 | 99 | – | 117 | 99 | – | 117 | fz | 0,035 | 0,041 | 0,050 | 0,058 | 0,066 | |
| S | 1 | Ap max | 0,4 x D | 50 | – | 90 | 40 | – | 72 | 30 | – | 54 | fz | 0,044 | 0,051 | 0,063 | 0,073 | 0,082 |
| 2 | Ap max | 0,4 x D | 25 | – | 40 | 20 | – | 32 | 15 | – | 24 | fz | 0,023 | 0,027 | 0,034 | 0,039 | 0,044 | |
| 3 | Ap max | 0,4 x D | 25 | – | 40 | 20 | – | 32 | 15 | – | 24 | fz | 0,023 | 0,027 | 0,034 | 0,039 | 0,044 | |
| 4 | Ap max | 0,4 x D | 50 | – | 60 | 40 | – | 48 | 30 | – | 36 | fz | 0,032 | 0,037 | 0,046 | 0,054 | 0,060 | |
| H | 1 | Ap max | 0,4 x D | 80 | – | 140 | 64 | – | 112 | 48 | – | 84 | fz | 0,039 | 0,045 | 0,055 | 0,064 | 0,070 |
| 2 | Ap max | 0,4 x D | 70 | – | 120 | 56 | – | 96 | 42 | – | 72 | fz | 0,029 | 0,034 | 0,041 | 0,047 | 0,051 | |
| Material
|
<="" td=""> | short | medium | long | Finishing
|
|||||||||||||
| A | adapter reach | D1
|
||||||||||||||||
| KCSM15 | KCSM15 | KCSM15 | ||||||||||||||||
| Cutting Speed
|
Cutting Speed
|
Cutting Speed
|
||||||||||||||||
| ap | ae | Min | Max | Min | Max | Min | Max | mm | 10,0 | 12,0 | 16,0 | 20,0 | 25,0 | |||||
| P | 0 | Ap max | 0,06 x D | 285 | – | 380 | 257 | – | 342 | 257 | – | 342 | fz | 0,061 | 0,070 | 0,086 | 0,097 | 0,105 |
| 1 | Ap max | 0,06 x D | 285 | – | 380 | 257 | – | 342 | 257 | – | 342 | fz | 0,061 | 0,070 | 0,086 | 0,097 | 0,105 | |
| 2 | Ap max | 0,06 x D | 266 | – | 361 | 239 | – | 325 | 239 | – | 325 | fz | 0,061 | 0,070 | 0,086 | 0,097 | 0,105 | |
| 3 | Ap max | 0,06 x D | 228 | – | 304 | 205 | – | 274 | 205 | – | 274 | fz | 0,051 | 0,060 | 0,074 | 0,086 | 0,097 | |
| 4 | Ap max | 0,06 x D | 171 | – | 285 | 154 | – | 257 | 154 | – | 257 | fz | 0,046 | 0,053 | 0,065 | 0,075 | 0,083 | |
| 5 | Ap max | 0,06 x D | 114 | – | 190 | 97 | – | 162 | 91 | – | 152 | fz | 0,041 | 0,048 | 0,059 | 0,069 | 0,077 | |
| 6 | Ap max | 0,06 x D | 95 | – | 143 | 81 | – | 121 | 76 | – | 114 | fz | 0,034 | 0,040 | 0,048 | 0,055 | 0,060 | |
| M | 1 | Ap max | 0,06 x D | 171 | – | 219 | 137 | – | 175 | 120 | – | 153 | fz | 0,051 | 0,060 | 0,074 | 0,086 | 0,097 |
| 2 | Ap max | 0,06 x D | 114 | – | 152 | 91 | – | 122 | 80 | – | 106 | fz | 0,041 | 0,048 | 0,059 | 0,069 | 0,077 | |
| 3 | Ap max | 0,06 x D | 114 | – | 133 | 91 | – | 106 | 80 | – | 93 | fz | 0,034 | 0,040 | 0,048 | 0,055 | 0,060 | |
| K | 1 | Ap max | 0,06 x D | 228 | – | 285 | 205 | – | 257 | 205 | – | 257 | fz | 0,061 | 0,070 | 0,086 | 0,097 | 0,105 |
| 2 | Ap max | 0,06 x D | 209 | – | 266 | 188 | – | 239 | 188 | – | 239 | fz | 0,051 | 0,060 | 0,074 | 0,086 | 0,097 | |
| 3 | Ap max | 0,06 x D | 209 | – | 247 | 188 | – | 222 | 188 | – | 222 | fz | 0,041 | 0,048 | 0,059 | 0,069 | 0,077 | |
| S | 1 | Ap max | 0,06 x D | 95 | – | 171 | 76 | – | 137 | 57 | – | 103 | fz | 0,051 | 0,060 | 0,074 | 0,086 | 0,097 |
| 2 | Ap max | 0,06 x D | 48 | – | 76 | 38 | – | 61 | 29 | – | 46 | fz | 0,027 | 0,032 | 0,039 | 0,046 | 0,052 | |
| 3 | Ap max | 0,06 x D | 48 | – | 76 | 38 | – | 61 | 29 | – | 46 | fz | 0,027 | 0,032 | 0,039 | 0,046 | 0,052 | |
| 4 | Ap max | 0,06 x D | 95 | – | 114 | 76 | – | 91 | 57 | – | 68 | fz | 0,038 | 0,044 | 0,055 | 0,063 | 0,071 | |
| H | 1 | Ap max | 0,06 x D | 152 | – | 266 | 122 | – | 213 | 91 | – | 160 | fz | 0,046 | 0,053 | 0,065 | 0,075 | 0,083 |
| 2 | Ap max | 0,06 x D | 133 | – | 228 | 106 | – | 182 | 80 | – | 137 | fz | 0,034 | 0,040 | 0,048 | 0,055 | 0,060 | |
Kulové frézy HARVI III • UJBV • Asymetrická geometrie břitu • Dokončovací
| <="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||||||||
| Side Milling (A) | short | medium | long | Recommended feed per tooth (fz = mm/th) for side milling (A). | ||||||||||||||
| A | adapter reach | D1
|
||||||||||||||||
| KCSM15 | KCSM15 | KCSM15 | ||||||||||||||||
| Cutting Speed
|
Cutting Speed
|
Cutting Speed
|
||||||||||||||||
| Material
|
ap | ae | Min | Max | Min | Max | Min | Max | mm | 10,0 | 12,0 | 16,0 | 20,0 | 25,0 | ||||
| P | 0 | Ap max | 0,06 x D | 285 | – | 380 | 257 | – | 342 | 257 | – | 342 | fz | 0,061 | 0,070 | 0,086 | 0,097 | 0,105 |
| 1 | Ap max | 0,06 x D | 285 | – | 380 | 257 | – | 342 | 257 | – | 342 | fz | 0,061 | 0,070 | 0,086 | 0,097 | 0,105 | |
| 2 | Ap max | 0,06 x D | 266 | – | 361 | 239 | – | 325 | 239 | – | 325 | fz | 0,061 | 0,070 | 0,086 | 0,097 | 0,105 | |
| 3 | Ap max | 0,06 x D | 228 | – | 304 | 205 | – | 274 | 205 | – | 274 | fz | 0,051 | 0,060 | 0,074 | 0,086 | 0,097 | |
| 4 | Ap max | 0,06 x D | 171 | – | 285 | 154 | – | 257 | 154 | – | 257 | fz | 0,046 | 0,053 | 0,065 | 0,075 | 0,083 | |
| 5 | Ap max | 0,06 x D | 114 | – | 190 | 97 | – | 162 | 91 | – | 152 | fz | 0,041 | 0,048 | 0,059 | 0,069 | 0,077 | |
| 6 | Ap max | 0,06 x D | 95 | – | 143 | 81 | – | 121 | 76 | – | 114 | fz | 0,034 | 0,040 | 0,048 | 0,055 | 0,060 | |
| M | 1 | Ap max | 0,06 x D | 171 | – | 219 | 137 | – | 175 | 120 | – | 153 | fz | 0,051 | 0,060 | 0,074 | 0,086 | 0,097 |
| 2 | Ap max | 0,06 x D | 114 | – | 152 | 91 | – | 122 | 80 | – | 106 | fz | 0,041 | 0,048 | 0,059 | 0,069 | 0,077 | |
| 3 | Ap max | 0,06 x D | 114 | – | 133 | 91 | – | 106 | 80 | – | 93 | fz | 0,034 | 0,040 | 0,048 | 0,055 | 0,060 | |
| K | 1 | Ap max | 0,06 x D | 228 | – | 285 | 205 | – | 257 | 205 | – | 257 | fz | 0,061 | 0,070 | 0,086 | 0,097 | 0,105 |
| 2 | Ap max | 0,06 x D | 209 | – | 266 | 188 | – | 239 | 188 | – | 239 | fz | 0,051 | 0,060 | 0,074 | 0,086 | 0,097 | |
| 3 | Ap max | 0,06 x D | 209 | – | 247 | 188 | – | 222 | 188 | – | 222 | fz | 0,041 | 0,048 | 0,059 | 0,069 | 0,077 | |
| S | 1 | Ap max | 0,06 x D | 95 | – | 171 | 76 | – | 137 | 57 | – | 103 | fz | 0,051 | 0,060 | 0,074 | 0,086 | 0,097 |
| 2 | Ap max | 0,06 x D | 48 | – | 76 | 38 | – | 61 | 29 | – | 46 | fz | 0,027 | 0,032 | 0,039 | 0,046 | 0,052 | |
| 3 | Ap max | 0,06 x D | 48 | – | 76 | 38 | – | 61 | 29 | – | 46 | fz | 0,027 | 0,032 | 0,039 | 0,046 | 0,052 | |
| 4 | Ap max | 0,06 x D | 95 | – | 114 | 76 | – | 91 | 57 | – | 68 | fz | 0,038 | 0,044 | 0,055 | 0,063 | 0,071 | |
| H | 1 | Ap max | 0,06 x D | 152 | – | 266 | 122 | – | 213 | 91 | – | 160 | fz | 0,046 | 0,053 | 0,065 | 0,075 | 0,083 |
| 2 | Ap max | 0,06 x D | 133 | – | 228 | 106 | – | 182 | 80 | – | 137 | fz | 0,034 | 0,040 | 0,048 | 0,055 | 0,060 | |