HARVI™ I TE • Zylindrischer Fräser • 4 Schneiden • Weldon® Schaft • Zoll
HARVI™ I TE • Zylindrischer Fräser • 4 Schneiden • Weldon® Schaft
Features and benefits
- Versatile solid carbide end mill for steels, stainless steel, cast iron, and high temperature alloys.
- HARVI™ I TE solid carbide end mills cover a variety of operations, including dynamic milling, and extreme ramping operations.
- HARVI™ I TE solid carbide end mills stand for maximum metal removal, maximum productivity, maximum benefit.
- HARVI™ I TE solid carbide end mills feature asymmetrical divided flutes, variable helix, twisted end face, faceted eccentric relief, and chip gashes within the flutes.
- Centre cutting for plunging and ramping operations.
Uses and application
Trochoidal Milling
Spiralförmiges Interpolieren
Tauchfräsen
Schräg-Eintauchfräsen Ins Volle
Nutenfräsen: Ebene Stirnfläche
Umfangfräsen/Schulterfräsen: Fasen
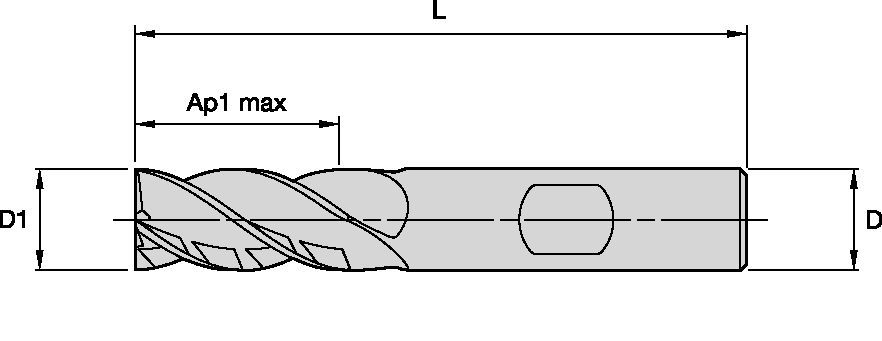
Werkzeugabmessungen: Schneidreihen: 4
Zylinderschaft – Weldon
Auskammern
Umfangfräsen/Schulterfräsen: Schruppen
 <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />