Willkommen
Bestätigen Sie bitte Ihre Präferenzen
Einstellungen aktualisieren
Produktvorschläge
Product Family suggestions
Kennametal steht Ihnen zur Diensten
Hallo, User Name
Das von Ihnen ausgewählte Konto:
Es gibt ein Problem mit Ihrem Konto. Bitte kontaktieren Sie den Kundendienst.
Kundenkonto
Konto ändern
Lieferadresse
Konto ändern
- Übersicht
- Bestellungen verwalten
- Kanäle verwalten
- Adressbuch
-
Notifications
Mark all as read - Passwort ändern
- Mein Profil
- Abmelden
Artikel
erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Beginnen Sie das Jahr 2024 mit phänomenalen Einsparungen bei Bohrwerkzeugen.
Jetzt bestellen.
Kennametal steht Ihnen zur Diensten
Artikel
erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Lösung bearbeiten
Lösung hinzufügen
Lösungsname: {{SolutionName}}- Produkte
- /
- KSSR-RPGN.. • Shell Mills • Inch
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

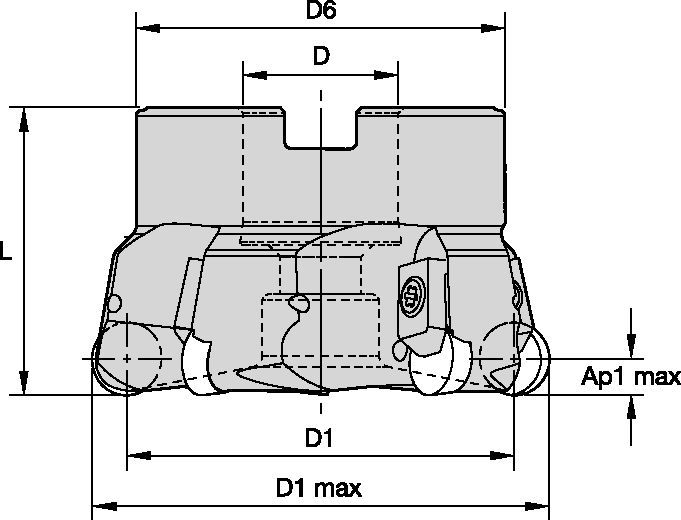
KSSR-RPGN.. • Shell Mills • Inch
Shell Mills
Features and benefits
- For machining high-temp alloys, PH stainless, stainless steels, and hardened materials.
- Excellent productivity through massive reduction of machining time.
- Face milling, pocketing, and ramping capabilities.
- Through-body coolant delivery for internal air supply only.
Uses and application
Schräg-Eintauchfräsen Ins Volle
Nutenfräsen: Kugelkopf / Vollradius
Umfangfräsen/Schulterfräsen: Kugelkopf / Vollradius
Fräsen – Eckfräsen
Auskammern
| Material Group | Light
|
General
|
Heavy
|
|||
| – | (Light geometry) | – | (Strong geometry) | |||
| – | wear
|
 <="" td=""> <="" td=""> | toughness | |||
| – | Geometry | Grade | Geometry | Grade | Geometry | Grade |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | ..E | KYSP30 | ..E | KYSP30 | ..E | KYSP30 |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | ..E | KYS30 | ..E | KYS30 | ..E | KYS30 |
| S3 | ..E | KYS30 | ..E | KYS30 | ..E | KYS30 |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
RPG32… High Temp
| Material Group | Light
|
General
|
Heavy
|
|||
| – | (Light geometry) | – | (Strong geometry) | |||
| – | wear
|
<="" td=""> | toughness | |||
| – | Geometry | Grade | Geometry | Grade | Geometry | Grade |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | ..E | KYSP30 | ..E | KYSP30 | ..E | KYSP30 |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | ..E | KYS30 | ..E | KYS30 | ..E | KYS30 |
| S3 | ..E | KYS30 | ..E | KYS30 | ..E | KYS30 |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
RPG43… High Temp
| Material Group | Light
|
General
|
Heavy
|
|||
| – | (Light geometry) | – | (Strong geometry) | |||
| – | wear
|
<="" td=""> | toughness | |||
| – | Geometry | Grade | Geometry | Grade | Geometry | Grade |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | ..E | KYSP30 | ..E | KYSP30 | ..E | KYSP30 |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | ..E | KYS30 | ..E | KYS30 | ..T | KYS30 |
| S3 | ..E | KYS30 | ..T | KYS30 | ..T | KYS30 |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | .005 | .005 | .007 | .004 | .004 | .005 | .003 | .003 | .004 | .003 | .003 | .004 | .003 | .003 | .004 | ..E |
| Light
|
General
|
Heavy
|
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | .010 | .011 | .014 | .007 | .008 | .010 | .006 | .007 | .009 | .006 | .007 | .008 | .006 | .006 | .008 | ..E |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | .005 | .006 | .008 | .004 | .004 | .006 | .004 | .004 | .005 | .003 | .004 | .005 | .003 | .004 | .005 | ..E |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | .007 | .008 | .010 | .005 | .006 | .008 | .005 | .005 | .007 | .004 | .005 | .006 | .004 | .005 | .006 | ..E |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | .005 | .005 | .007 | .004 | .004 | .005 | .003 | .003 | .004 | .003 | .003 | .004 | .003 | .003 | .004 | ..E |
| ..T | .007 | .008 | .010 | .005 | .006 | .008 | .004 | .005 | .007 | .004 | .005 | .006 | .004 | .005 | .006 | ..T |
| Light
|
General
|
Heavy
|
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | .005 | .006 | .008 | .004 | .004 | .006 | .004 | .004 | .005 | .003 | .004 | .005 | .003 | .004 | .005 | ..E |
| ..T | .008 | .009 | .012 | .006 | .007 | .009 | .005 | .006 | .008 | .005 | .006 | .007 | .005 | .006 | .007 | ..T |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | .010 | .011 | .014 | .007 | .008 | .010 | .006 | .007 | .009 | .006 | .007 | .008 | .006 | .006 | .008 | ..E |
| ..T | .014 | .017 | .021 | .010 | .012 | .016 | .009 | .011 | .014 | .008 | .010 | .013 | .008 | .010 | .012 | ..T |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | .007 | .008 | .010 | .005 | .006 | .008 | .005 | .005 | .007 | .004 | .005 | .006 | .004 | .005 | .006 | ..E |
| ..T | .010 | .012 | .015 | .008 | .009 | .011 | .007 | .008 | .010 | .006 | .007 | .009 | .006 | .007 | .009 | ..T |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | .005 | .005 | .007 | .004 | .004 | .005 | .003 | .003 | .004 | .003 | .003 | .004 | .003 | .003 | .004 | ..E |
| ..T | .007 | .010 | .011 | .005 | .008 | .009 | .004 | .007 | .007 | .004 | .006 | .007 | .004 | .006 | .007 | ..T |
| Light
|
General
|
Heavy
|
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | .005 | .006 | .008 | .004 | .004 | .006 | .004 | .004 | .005 | .003 | .004 | .005 | .003 | .004 | .005 | ..E |
| ..T | .008 | .012 | .013 | .006 | .009 | .010 | .005 | .008 | .009 | .005 | .007 | .008 | .005 | .007 | .008 | ..T |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | .010 | .011 | .014 | .007 | .008 | .010 | .006 | .007 | .009 | .006 | .007 | .008 | .006 | .006 | .008 | ..E |
| ..T | .014 | .022 | .024 | .010 | .016 | .018 | .009 | .014 | .015 | .008 | .013 | .014 | .008 | .013 | .014 | ..T |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | .007 | .008 | .010 | .005 | .006 | .008 | .005 | .005 | .007 | .004 | .005 | .006 | .004 | .005 | .006 | ..E |
| ..T | .010 | .016 | .017 | .008 | .012 | .013 | .007 | .010 | .011 | .006 | .010 | .010 | .006 | .009 | .010 | ..T |
Recommended Starting Speeds [SFM]
| Material Group | KYHS10 | KYSM10 | KYSP30 | KYS30 | KY2100 | KY4300 | |||||||||||||
| P | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 5 | – | – | – | 3960 | 3200 | 2380 | 3000 | 2400 | 1800 | 3000 | 2400 | 1800 | 3300 | 2670 | 1980 | – | – | – | |
| 6 | – | – | – | 3960 | 3200 | 2380 | 3000 | 2400 | 1800 | 3000 | 2400 | 1800 | 3300 | 2670 | 1980 | – | – | – | |
| M | 1 | – | – | – | 3960 | 3200 | 2380 | – | – | – | – | – | – | 3300 | 2670 | 1980 | – | – | – |
| 2 | – | – | – | 3740 | 3000 | – | – | – | – | – | – | – | 3120 | 2500 | – | – | – | – | |
| 3 | – | – | – | 2760 | 2400 | – | – | – | – | – | – | – | 2300 | 2000 | – | – | – | – | |
| K | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| N | 1–2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | 1680 | 1320 | 960 | 3490 | 2860 | 2220 | 2640 | 2160 | 1680 | 2640 | 2160 | 1680 | 2910 | 2380 | 1850 | – | – | – |
| 2 | 1680 | 1320 | 960 | 3490 | 2860 | 2220 | 2640 | 2160 | 1680 | 2640 | 2160 | 1680 | 2910 | 2380 | 1850 | 1400 | 1100 | 800 | |
| 3 | 2400 | 2040 | 1680 | 5080 | 4130 | 3180 | 3840 | 3120 | 2400 | 3840 | 3120 | 2400 | 4230 | 3440 | 2650 | 2000 | 1700 | 1400 | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| H | 1 | 1200 | 1020 | 780 | – | – | – | – | – | – | – | – | – | – | – | – | 1000 | 850 | 650 |