
B269 (~12xD) • KCPK15 • A-Schaft • HP Beyond-Bohrer für große Bohrungstiefen
HP Beyond Bohrer mit 4 Führungsfasen für große Bohrungstiefen • Innere Kühlmittelzuführung • 12 x D
Uses and application
Bohren
Bohren: Schräge Austrittsfläche
Bohren: Bohren von gestapelten Platten
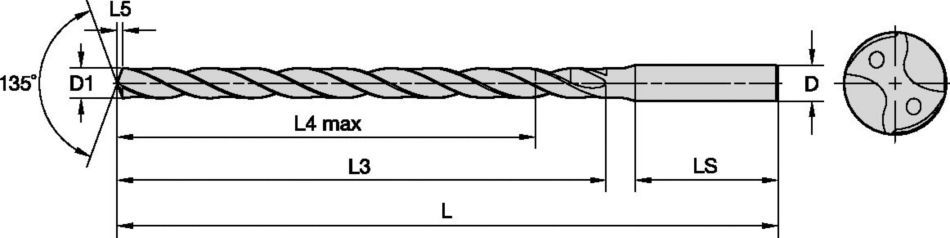
Werkzeugabmessungen: 2 Schneidreihen/4 Führungsfasen/innere Kühlmittelzuführung
DIN 6535
Drilling - Through Coolant
Innere Kühlmittelzuführung: MQL (Minimalmengenschmierung): Bohren
Zylinderschaft – ohne Spannfläche ≤h6
Spiralwinkel: 30°
Bohrtiefe: 12x
Drilling: Cross-Hole Drilling
Features and benefits
- HP Beyond-Bohrer für große Bohrungstiefen mit vier Führungsfasen und innerer Kühlmittelzuführung.
- Anwendungsspezifischer Vollhartmetall-Bohrer für das Tieflochbohren ohne Pilotbohrer in Stahl, Gusseisen und nicht rostenden Stählen.
- Bohrer für große Bohrtiefen bis 12 x D, die die Lücke zwischen dem 8 x D Bohrer (B256_SE) und dem 15 x D Bohrer (B271_HP) schließen.
- Standard-A-Schaft gemäß DIN 6535 HA (zylindrisch in 2 mm Abstufung).
- Die Sorte KCPK15™ Beyond verfügt über eine TiAlN-Mehrlagenbeschichtung mit hoher Warmfestigkeit.
- Die hochpolierte Oberfläche gewährleistet eine verbesserte Spanabführung auch bei niedrigem Kühlmitteldruck.
Maschinenseite
loading...
Werkstückseite
loading...
 <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />