Product Similar To: [Product Name]


PCD Reamer • R215 • 5 x D • Thru Hole • Straight Shank • Metric
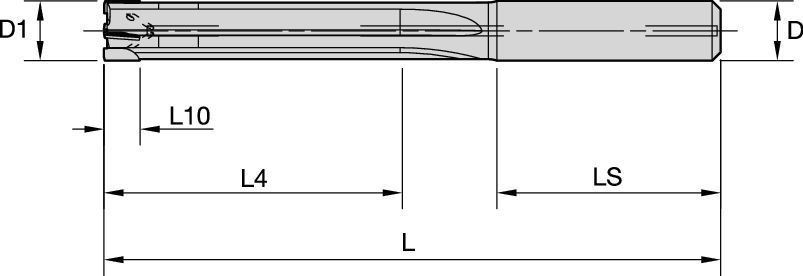
PCD Reamer • R215 • 5 x D • Internal Coolant
Uses and application
Reaming: Through Hole
Reaming: Blind Hole
 <="" td="">
<="" td=""> <="" td="" />
<="" td="" />