Bienvenue
Veuillez confirmer vos préférences
Mettre à jour les préférences
Suggestions de produit
Product Family suggestions
Kennametal à votre service
Support Clients
Nouveau client
Êtes-vous un nouveau client de Kennametal ? Créez un compte et commencez.
Créer un compteBonjour, User Name
Votre compte sélectionné :
Il y a un problème avec votre compte. Veuillez contacter le service client.
Compte Client
Modifier le compte
Compte de livraison
Modifier le compte
- Tableau de bord
- Gérer les commandes
- Gérer les canaux
- Carnet d’adresses
-
Notifications
Mark all as read - Modifier le mot de passe
- Mon profil
- Se déconnecter
Article(s)
ajoutées avec succès au panier
Voir le panier
Voir le panier
Coup d'envoi de l'année 2024 avec d'incroyables économies sur les outils de perçage.
Achetez maintenant
Kennametal à votre service
Support Clients
Article(s)
ajoutées avec succès au panier
Voir le panier
Voir le panier
Édition de la Solution
Ajout de Solution
Nom de la Solution: {{SolutionName}}- Produits
- /
- Forets pilotes • B505Z • K10 • Queue A • Forets à pointer NC sans arrosage
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

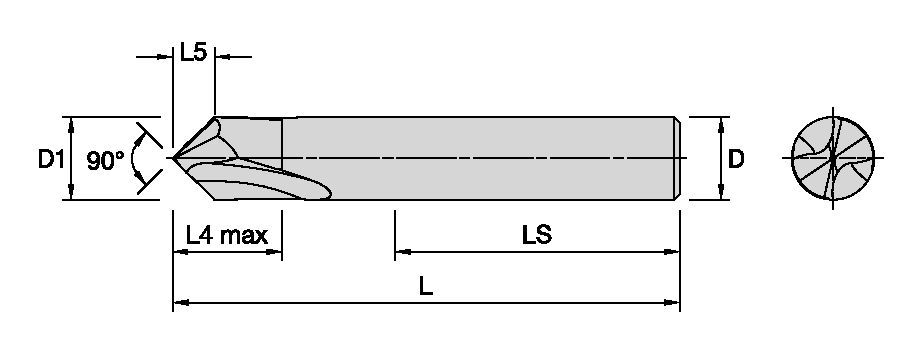
Forets pilotes • B505Z • K10 • Queue A • Forets à pointer NC sans arrosage
Forets à pointer NC • Sans arrosage
Features and benefits
- Forets à pointer NC sans arrosage central
- Foret SC spécifique à l'application pour le pointage préalable au perçage afin d'assurer un meilleur positionnement du trou.
- Avec sa goujure courte, l'absence de témoin ou de dépouille, il est réservé au pointage.
- Pointage à 90° pour les forets en acier rapide.
Uses and application
Perçage : Convexe
| Tolerance • Metric | ||
| D1 | tolerance h8 + / - | tolerance h6 + / - |
|
|
0,000/-0,018 | 0,000/-0,008 |
|
|
0,000/-0,022 | 0,000/-0,009 |
|
|
0,000/-0,027 | 0,000/-0,011 |
| Tolerance • Inch | ||
| D1 | tolerance h8 + / - | tolerance h6 + / - |
|
|
.0000/-.0007 | .0000/-.0003 |
|
|
.0000/-.0009 | .0000/-.0004 |
|
|
.0000/-.0011 | .0000/-.0004 |
Forets à pointer sans arrosage • Série B50_ • Nuance K10 • À sec ou arrosage exter • Diamètres 3–20mm • Métrique
| Material
|
 <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| P | 0 | 50 | 65 | 100 | mm/r | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,24 | 0,18–0,28 |
| 1 | 40 | 55 | 80 | mm/r | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,24 | 0,18–0,28 | |
| 2 | 40 | 55 | 80 | mm/r | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,24 | 0,18–0,28 | |
| 3 | 40 | 55 | 80 | mm/r | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,24 | 0,18–0,28 | |
| 4 | 40 | 55 | 80 | mm/r | 0,05–0,08 | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,22 | 0,16–0,24 | |
| 5 | 30 | 40 | 60 | mm/r | 0,03–0,05 | 0,03–0,06 | 0,04–0,08 | 0,06–0,10 | 0,08–0,12 | 0,10–0,14 | 0,12–0,18 | 0,14–0,20 | |
| 6 | 30 | 40 | 60 | mm/r | 0,03–0,05 | 0,03–0,06 | 0,04–0,08 | 0,06–0,10 | 0,08–0,12 | 0,10–0,14 | 0,12–0,18 | 0,14–0,20 | |
| M | 1 | 30 | 35 | 50 | mm/r | 0,04–0,07 | 0,05–0,09 | 0,06–0,11 | 0,80–0,13 | 0,09–0,15 | 0,10–0,17 | 0,11–0,20 | 0,12–0,23 |
| 2 | 30 | 40 | 50 | mm/r | 0,03–0,05 | 0,04–0,08 | 0,05–0,09 | 0,06–0,10 | 0,07–0,12 | 0,08–0,14 | 0,09–0,17 | 0,10–0,20 | |
| 3 | 25 | 30 | 40 | mm/r | 0,03–0,05 | 0,04–0,08 | 0,05–0,09 | 0,06–0,10 | 0,07–0,12 | 0,08–0,14 | 0,09–0,17 | 0,10–0,20 | |
| K | 1 | 60 | 90 | 120 | mm/r | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,22 | 0,18–0,26 | 0,20–0,30 |
| 2 | 60 | 80 | 100 | mm/r | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,22 | 0,18–0,26 | 0,20–0,30 | |
| 3 | 60 | 90 | 120 | mm/r | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,22 | 0,18–0,26 | 0,20–0,30 | |
| N | 1 | 90 | 230 | 270 | mm/r | 0,06–0,13 | 0,08–0,15 | 0,10–0,18 | 0,12–0,25 | 0,15–0,28 | 0,18–0,32 | 0,20–0,34 | 0,22–0,38 |
| 2 | 90 | 220 | 270 | mm/r | 0,06–0,13 | 0,08–0,15 | 0,10–0,18 | 0,12–0,25 | 0,15–0,28 | 0,18–0,32 | 0,20–0,34 | 0,22–0,38 | |
| 3 | 90 | 180 | 225 | mm/r | 0,06–0,13 | 0,08–0,15 | 0,10–0,18 | 0,12–0,25 | 0,15–0,28 | 0,18–0,32 | 0,20–0,34 | 0,22–0,38 | |
| 4 | 90 | 130 | 270 | mm/r | 0,06–0,13 | 0,08–0,15 | 0,10–0,18 | 0,12–0,25 | 0,15–0,28 | 0,18–0,32 | 0,20–0,34 | 0,22–0,38 | |
| S | 1 | 20 | 25 | 30 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,06–0,10 | 0,07–0,11 | 0,08–0,13 | 0,09–0,16 | 0,10–0,20 |
| 2 | 10 | 20 | 30 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,06–0,10 | 0,07–0,11 | 0,08–0,13 | 0,09–0,16 | 0,10–0,20 | |
| 3 | 20 | 25 | 40 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,06–0,10 | 0,07–0,11 | 0,08–0,13 | 0,09–0,16 | 0,10–0,20 | |
| 4 | 20 | 25 | 50 | mm/r | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,06–0,10 | 0,07–0,11 | 0,08–0,13 | 0,09–0,16 | 0,10–0,20 | |
| Material
|
<="" td=""> | <="" td="" /> |
|||||||||||
| Material
|
Cutting Speed
|
Inch | |||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||
| Min | Starting Value | Max | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| P | 0 | 160 | 210 | 330 | IPR | .002–.004 | .002–.005 | .003–.006 | .004–.006 | .005–.007 | .006–.008 | .006–.009 | .007–.011 |
| 1 | 130 | 180 | 260 | IPR | .002–.004 | .002–.005 | .003–.006 | .004–.006 | .005–.007 | .006–.008 | .006–.009 | .007–.011 | |
| 2 | 130 | 180 | 260 | IPR | .002–.004 | .002–.005 | .003–.006 | .004–.006 | .005–.007 | .006–.008 | .006–.009 | .007–.011 | |
| 3 | 130 | 180 | 260 | IPR | .002–.004 | .002–.005 | .003–.006 | .004–.006 | .005–.007 | .006–.008 | .006–.009 | .007–.011 | |
| 4 | 130 | 180 | 260 | IPR | .002–.003 | .002–.004 | .002–.005 | .003–.006 | .004–.006 | .005–.007 | .006–.009 | .006–.009 | |
| 5 | 100 | 130 | 200 | IPR | .001–.002 | .001–.002 | .002–.003 | .002–.004 | .003–.005 | .004–.006 | .005–.007 | .006–.008 | |
| 6 | 100 | 130 | 200 | IPR | .001–.002 | .001–.002 | .002–.003 | .002–.004 | .003–.005 | .004–.006 | .005–.007 | .006–.008 | |
| M | 1 | 100 | 110 | 160 | IPR | .002–.003 | .002–.004 | .002–.004 | .032–.005 | .004–.006 | .004–.007 | .004–.008 | .005–.009 |
| 2 | 100 | 130 | 160 | IPR | .001–.002 | .002–.003 | .002–.004 | .002–.004 | .003–.005 | .003–.006 | .004–.007 | .004–.008 | |
| 3 | 80 | 100 | 130 | IPR | .001–.002 | .002–.003 | .002–.004 | .002–.004 | .003–.005 | .003–.006 | .004–.007 | .004–.008 | |
| K | 1 | 200 | 300 | 390 | IPR | .002–.005 | .003–.006 | .004–.006 | .005–.007 | .006–.008 | .006–.009 | .007–.010 | .008–.012 |
| 2 | 200 | 260 | 330 | IPR | .002–.005 | .003–.006 | .004–.006 | .005–.007 | .006–.008 | .006–.009 | .007–.010 | .008–.012 | |
| 3 | 200 | 300 | 390 | IPR | .002–.005 | .003–.006 | .004–.006 | .005–.007 | .006–.008 | .006–.009 | .007–.010 | .008–.012 | |
| N | 1 | 300 | 750 | 890 | IPR | .002–.005 | .003–.006 | .004–.007 | .005–.010 | .006–.011 | .007–.013 | .008–.013 | .009–.015 |
| 2 | 300 | 720 | 890 | IPR | .002–.005 | .003–.006 | .004–.007 | .005–.010 | .006–.011 | .007–.013 | .008–.013 | .009–.015 | |
| 3 | 300 | 590 | 740 | IPR | .002–.005 | .003–.006 | .004–.007 | .005–.010 | .006–.011 | .007–.013 | .008–.013 | .009–.015 | |
| 4 | 300 | 430 | 890 | IPR | .002–.005 | .003–.006 | .004–.007 | .005–.010 | .006–.011 | .007–.013 | .008–.013 | .009–.015 | |
| S | 1 | 70 | 80 | 100 | IPR | .001–.002 | .002–.003 | .002–.004 | .002–.004 | .003–.004 | .003–.005 | .004–.006 | .004–.008 |
| 2 | 30 | 70 | 100 | IPR | .001–.002 | .002–.003 | .002–.004 | .002–.004 | .003–.004 | .003–.005 | .004–.006 | .004–.008 | |
| 3 | 70 | 80 | 130 | IPR | .001–.002 | .002–.003 | .002–.004 | .002–.004 | .003–.004 | .003–.005 | .004–.006 | .004–.008 | |
| 4 | 70 | 80 | 160 | IPR | .001–.002 | .002–.003 | .002–.004 | .002–.004 | .003–.004 | .003–.005 | .004–.006 | .004–.008 | |
| <="" td=""> | <="" td="" /> |
||||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||
| Material
|
Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | ||
| P | 0 | 50 | 65 | 100 | mm/dev | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,24 | 0,18–0,28 |
| 1 | 40 | 55 | 80 | mm/dev | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,24 | 0,18–0,28 | |
| 2 | 40 | 55 | 80 | mm/dev | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,24 | 0,18–0,28 | |
| 3 | 40 | 55 | 80 | mm/dev | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,24 | 0,18–0,28 | |
| 4 | 40 | 55 | 80 | mm/dev | 0,05–0,08 | 0,05–0,10 | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,22 | 0,16–0,24 | |
| 5 | 30 | 40 | 60 | mm/dev | 0,03–0,05 | 0,03–0,06 | 0,04–0,08 | 0,06–0,10 | 0,08–0,12 | 0,10–0,14 | 0,12–0,18 | 0,14–0,20 | |
| 6 | 30 | 40 | 60 | mm/dev | 0,03–0,05 | 0,03–0,06 | 0,04–0,08 | 0,06–0,10 | 0,08–0,12 | 0,10–0,14 | 0,12–0,18 | 0,14–0,20 | |
| M | 1 | 30 | 35 | 50 | mm/dev | 0,04–0,07 | 0,05–0,09 | 0,06–0,11 | 0,80–0,13 | 0,09–0,15 | 0,10–0,17 | 0,11–0,20 | 0,12–0,23 |
| 2 | 30 | 40 | 50 | mm/dev | 0,03–0,05 | 0,04–0,08 | 0,05–0,09 | 0,06–0,10 | 0,07–0,12 | 0,08–0,14 | 0,09–0,17 | 0,10–0,20 | |
| 3 | 25 | 30 | 40 | mm/dev | 0,03–0,05 | 0,04–0,08 | 0,05–0,09 | 0,06–0,10 | 0,07–0,12 | 0,08–0,14 | 0,09–0,17 | 0,10–0,20 | |
| K | 1 | 60 | 90 | 120 | mm/dev | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,22 | 0,18–0,26 | 0,20–0,30 |
| 2 | 60 | 80 | 100 | mm/dev | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,22 | 0,18–0,26 | 0,20–0,30 | |
| 3 | 60 | 90 | 120 | mm/dev | 0,06–0,12 | 0,08–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,22 | 0,18–0,26 | 0,20–0,30 | |
| N | 1 | 90 | 230 | 270 | mm/dev | 0,06–0,13 | 0,08–0,15 | 0,10–0,18 | 0,12–0,25 | 0,15–0,28 | 0,18–0,32 | 0,20–0,34 | 0,22–0,38 |
| 2 | 90 | 220 | 270 | mm/dev | 0,06–0,13 | 0,08–0,15 | 0,10–0,18 | 0,12–0,25 | 0,15–0,28 | 0,18–0,32 | 0,20–0,34 | 0,22–0,38 | |
| 3 | 90 | 180 | 225 | mm/dev | 0,06–0,13 | 0,08–0,15 | 0,10–0,18 | 0,12–0,25 | 0,15–0,28 | 0,18–0,32 | 0,20–0,34 | 0,22–0,38 | |
| 4 | 90 | 130 | 270 | mm/dev | 0,06–0,13 | 0,08–0,15 | 0,10–0,18 | 0,12–0,25 | 0,15–0,28 | 0,18–0,32 | 0,20–0,34 | 0,22–0,38 | |
| S | 1 | 20 | 25 | 30 | mm/dev | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,06–0,10 | 0,07–0,11 | 0,08–0,13 | 0,09–0,16 | 0,10–0,20 |
| 2 | 10 | 20 | 30 | mm/dev | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,06–0,10 | 0,07–0,11 | 0,08–0,13 | 0,09–0,16 | 0,10–0,20 | |
| 3 | 20 | 25 | 40 | mm/dev | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,06–0,10 | 0,07–0,11 | 0,08–0,13 | 0,09–0,16 | 0,10–0,20 | |
| 4 | 20 | 25 | 50 | mm/dev | 0,03–0,05 | 0,04–0,07 | 0,05–0,09 | 0,06–0,10 | 0,07–0,11 | 0,08–0,13 | 0,09–0,16 | 0,10–0,20 | |