Welcome
Please confirm your preferences
Update Preferences
Product Suggestions
Product Family suggestions
Hi, User Name
Your Selected Account:
There is an issue with your account. Please contact customer support.
Sold To Account Change Account
Ship To Account Change Account
- Dashboard
- Manage Orders
- Manage Channels
- Address Book
Notifications
Mark all as read- Change Password
- My Profile
- Sign Out
Item(s) successfully added to cart
View Cart
View Cart
Turn up your volume for less with our limited-time offers! Shop Now
Item(s) successfully added to cart
View Cart
View Cart
Editing Solution
Adding Solution
Solution Name:{{SolutionName}}- Products
- /
- Metalworking Tools
- /
- Threading
- /
- Thread Milling
- /
- TM721
- /
- TM721 . Inch . Through Coolant
Product Similar To: [Product Name]
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.
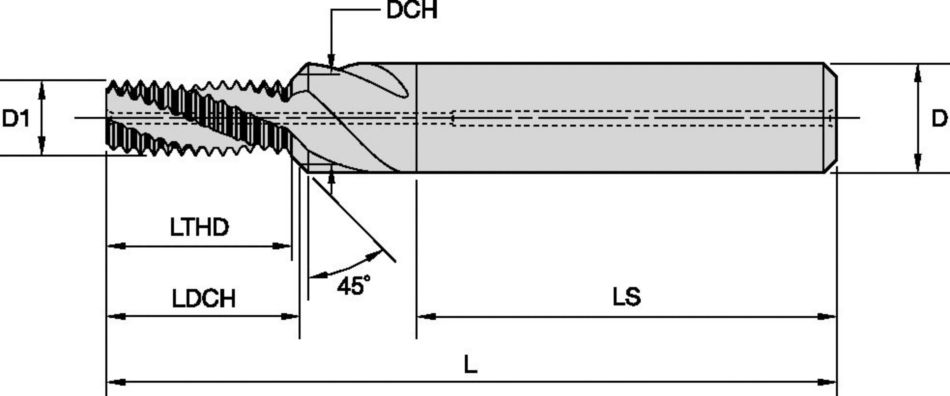
TM721 . Inch . Through Coolant
Solid Carbide Thread Mills • Blind and Through Holes
Uses and application
Threading: Through Hole
Threading: Blind Hole
Counter Sinking/ Stroke Chamfering
Through Coolant: Axial: Tapping
HM
Drilling Depth: 2x
Manufacturer’s Specs: UNC
| shank tolerance | |
| D | tolerance h6 + / - |
| 6 | +0, -0,008 |
| 8 | +0, -0,009 |
| 12 | +0, -0,011 |
| 20 | +0, -0,013 |
Application Data
| Material |  |  | |||||||||||
| Thread Mill TM711 | Thread Mill and Chamfer TM721 | ||||||||||||
| Cutting Speed | Feed/Tooth by Diameter | Cutting Speed | Feed/Tooth by Diameter | ||||||||||
| Range | Range | ||||||||||||
| min | Starting Value | max | 0.375" | min | Starting Value | max | 0.375" | ||||||
| P | 1 | 300 | 380 | 490 | IPR | 0.002 | 0.003 | 460 | 610 | 790 | IPR | 0.002 | 0.004 |
| 2 | 300 | 380 | 490 | IPR | 0.002 | 0.003 | 460 | 610 | 790 | IPR | 0.002 | 0.004 | |
| 3 | 130 | 160 | 230 | IPR | 0.001 | 0.001 | 230 | 300 | 390 | IPR | 0.001 | 0.001 | |
| 4 | – | – | – | – | – | – | 230 | 300 | 390 | IPR | 0.001 | 0.001 | |
| 5 | 200 | 260 | 330 | IPR | 0.002 | 0.002 | 230 | 300 | 390 | IPR | 0.002 | 0.003 | |
| 6 | – | – | – | – | – | – | – | – | – | – | – | – | |
| M | 1 | 200 | 260 | 330 | IPR | 0.002 | 0.002 | 230 | 300 | 390 | IPR | 0.002 | 0.003 |
| 2 | 200 | 260 | 330 | IPR | 0.002 | 0.002 | 230 | 300 | 390 | IPR | 0.002 | 0.003 | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| K | 1 | 390 | 490 | 660 | IPR | 0.002 | 0.004 | 430 | 560 | 720 | IPR | 0.002 | 0.004 |
| 2 | 390 | 490 | 660 | IPR | 0.002 | 0.004 | 430 | 560 | 720 | IPR | 0.002 | 0.004 | |
| 3 | 300 | 380 | 490 | IPR | 0.002 | 0.003 | 360 | 460 | 590 | IPR | 0.002 | 0.003 | |
| N | 1 | 820 | 900 | 980 | IPR | 0.003 | 0.004 | 890 | 980 | 1080 | IPR | 0.003 | 0.006 |
| 2 | 660 | 740 | 820 | IPR | 0.002 | 0.002 | 890 | 980 | 1080 | IPR | 0.003 | 0.006 | |
| 3 | 560 | 620 | 690 | IPR | 0.002 | 0.002 | 520 | 570 | 620 | IPR | 0.003 | 0.006 | |
| 4 | 820 | 900 | 980 | IPR | 0.003 | 0.004 | 890 | 980 | 1080 | IPR | 0.003 | 0.006 | |
| 5 | 890 | 980 | 1080 | IPR | 0.005 | 0.005 | 820 | 900 | 980 | IPR | 0.004 | 0.008 | |
| 6 | 560 | 620 | 690 | IPR | 0.002 | 0.002 | 300 | 330 | 360 | IPR | 0.004 | 0.008 | |
| S | 1 | 200 | 260 | 330 | IPR | 0.002 | 0.002 | 230 | 300 | 390 | IPR | 0.002 | 0.003 |
| 2 | 160 | 210 | 260 | IPR | 0.001 | 0.002 | 160 | 200 | 260 | IPR | 0.001 | 0.002 | |
| 3 | 160 | 210 | 260 | IPR | 0.001 | 0.002 | 160 | 200 | 260 | IPR | 0.001 | 0.002 | |
| 4 | 160 | 210 | 260 | IPR | 0.001 | 0.002 | 160 | 200 | 260 | IPR | 0.001 | 0.002 | |
| | ||||||||||||
| Thread Mill TM711 | Thread Mill and Chamfer TM721 | ||||||||||||
| Cutting Speed | Cutting Speed | ||||||||||||
| Range | Feed/Tooth by Diameter | Range | Feed/Tooth by Diameter | ||||||||||
| Material | min | Starting Value | max | 0.375" | min | Starting Value | max | 0.375" | |||||
| 1 | 300 | 380 | 490 | IPR | 0.002 | 0.003 | 460 | 610 | 790 | IPR | 0.002 | 0.004 | |
| 2 | 300 | 380 | 490 | IPR | 0.002 | 0.003 | 460 | 610 | 790 | IPR | 0.002 | 0.004 | |
| P | 3 | 130 | 160 | 230 | IPR | 0.001 | 0.001 | 230 | 300 | 390 | IPR | 0.001 | 0.001 |
| 4 | – | – | – | – | – | – | 230 | 300 | 390 | IPR | 0.001 | 0.001 | |
| 5 | 200 | 260 | 330 | IPR | 0.002 | 0.002 | 230 | 300 | 390 | IPR | 0.002 | 0.003 | |
| 6 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 1 | 200 | 260 | 330 | IPR | 0.002 | 0.002 | 230 | 300 | 390 | IPR | 0.002 | 0.003 | |
| M | 2 | 200 | 260 | 330 | IPR | 0.002 | 0.002 | 230 | 300 | 390 | IPR | 0.002 | 0.003 |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 1 | 390 | 490 | 660 | IPR | 0.002 | 0.004 | 430 | 560 | 720 | IPR | 0.002 | 0.004 | |
| K | 2 | 390 | 490 | 660 | IPR | 0.002 | 0.004 | 430 | 560 | 720 | IPR | 0.002 | 0.004 |
| 3 | 300 | 380 | 490 | IPR | 0.002 | 0.003 | 360 | 460 | 590 | IPR | 0.002 | 0.003 | |
| 1 | 820 | 900 | 980 | IPR | 0.003 | 0.004 | 890 | 980 | 1080 | IPR | 0.003 | 0.006 | |
| 2 | 660 | 740 | 820 | IPR | 0.002 | 0.002 | 890 | 980 | 1080 | IPR | 0.003 | 0.006 | |
| N | 3 | 560 | 620 | 690 | IPR | 0.002 | 0.002 | 520 | 570 | 620 | IPR | 0.003 | 0.006 |
| 4 | 820 | 900 | 980 | IPR | 0.003 | 0.004 | 890 | 980 | 1080 | IPR | 0.003 | 0.006 | |
| 5 | 890 | 980 | 1080 | IPR | 0.005 | 0.005 | 820 | 900 | 980 | IPR | 0.004 | 0.008 | |
| 6 | 560 | 620 | 690 | IPR | 0.002 | 0.002 | 300 | 330 | 360 | IPR | 0.004 | 0.008 | |
| 1 | 200 | 260 | 330 | IPR | 0.002 | 0.002 | 230 | 300 | 390 | IPR | 0.002 | 0.003 | |
| 2 | 160 | 210 | 260 | IPR | 0.001 | 0.002 | 160 | 200 | 260 | IPR | 0.001 | 0.002 | |
| S | 3 | 160 | 210 | 260 | IPR | 0.001 | 0.002 | 160 | 200 | 260 | IPR | 0.001 | 0.002 |
| 4 | 160 | 210 | 260 | IPR | 0.001 | 0.002 | 160 | 200 | 260 | IPR | 0.001 | 0.002 | |