Product Similar To: [Product Name]

KCRA - RN • Cylindrical End Mills • Metric
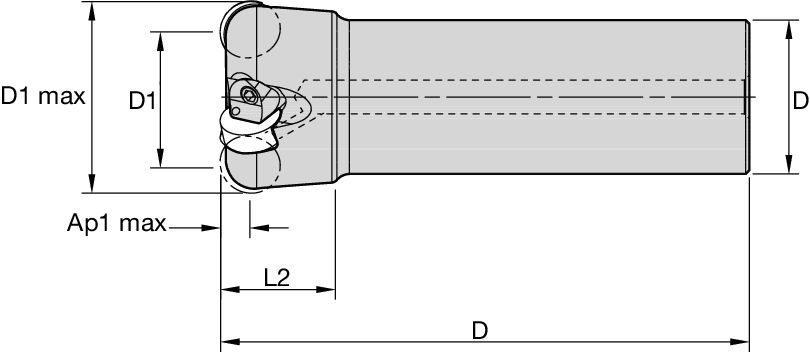
Cylindrical End Mills
Features and benefits
- First choice for face and shoulder milling high-temperature alloys.
- Higher material removal rate due to fine pitch cutters.
- Secure clamping system, improving process stability and reliability.
- Effective air coolant feature. Better chip flow and increased insert tool life.
Uses and application
Milling - Pressurized Air Coolant
Face Milling
Side Milling/Shoulder Milling: Ball Nose
Shank - Cylindrical Plain
 <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />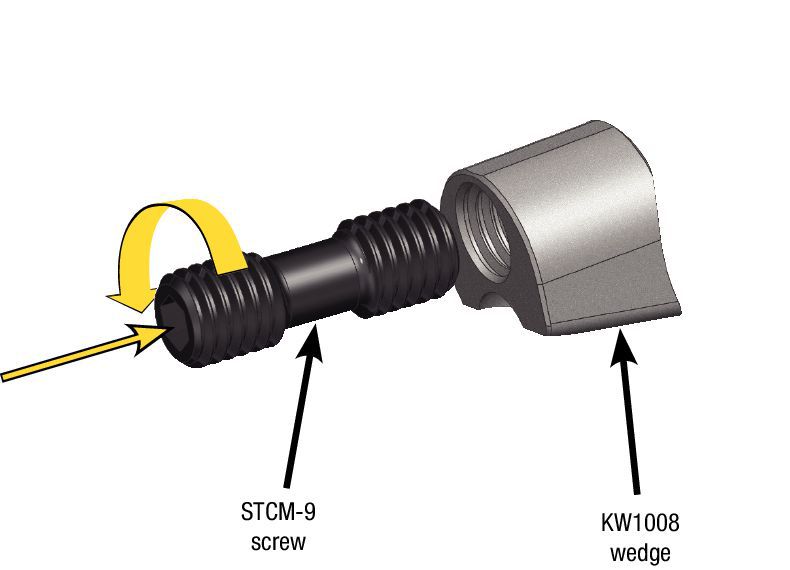 <="" td="">
<="" td=""> <="" td="" />
<="" td="" /> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />