
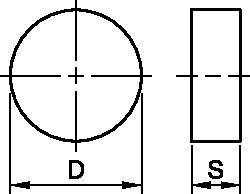
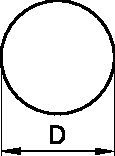
Ceramic Inserts for KCRA • RNGN43
Inserti a fissaggio meccanico
Features and benefits
- -EGN geometry is the first choice for unstable situations and/or lower cutting forces.
- -TGN geometry has a stronger cutting edge.
- KYSP30 is the first choice for S3 group materials, Ni-based alloys.
 <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="" />
<="" td="" /> <="" td="">
<="" td=""> <="" td="" />
<="" td="" /> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />