Benvenuto
Conferma le tue preferenze
Aggiorna preferenze
Suggerimenti sui prodotti
Product Family suggestions
Kennametal al tuo servizio
Servizio clienti
Trova i contatti dei centri assistenza clienti in tutto il mondo
Ciao, User Name
Account selezionato:
C'è un problema con il tuo account. Si prega di contattare l'assistenza clienti.
Sold To Account
Modifica account
Ship To Account
Modifica account
- Pannello di controllo
- Gestisci ordini
- Gestisci canali
- Rubrica
-
Notifications
Mark all as read - Modifica password
- Il mio profilo
- Disconnetti
Articolo/i
aggiunto correttamente al carrello
Visualizza carrello
Visualizza carrello
Inizia il 2024 con risparmi fenomenali sugli utensili di foratura.
Acquista ora.
Kennametal al tuo servizio
Servizio clienti
Trova i contatti dei centri assistenza clienti in tutto il mondo
Articolo/i
aggiunto correttamente al carrello
Visualizza carrello
Visualizza carrello
Modifica della soluzione
Soluzione aggiunta
Nome della soluzione: {{SolutionName}}- Prodotti
- /
- Utensili per l’asportazione truciolo
- /
- Filettatura
- /
- Fresatura di filetti
- /
- TM721
- /
- TM721 . Pollici. Adduzione interna di refrigerante
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.
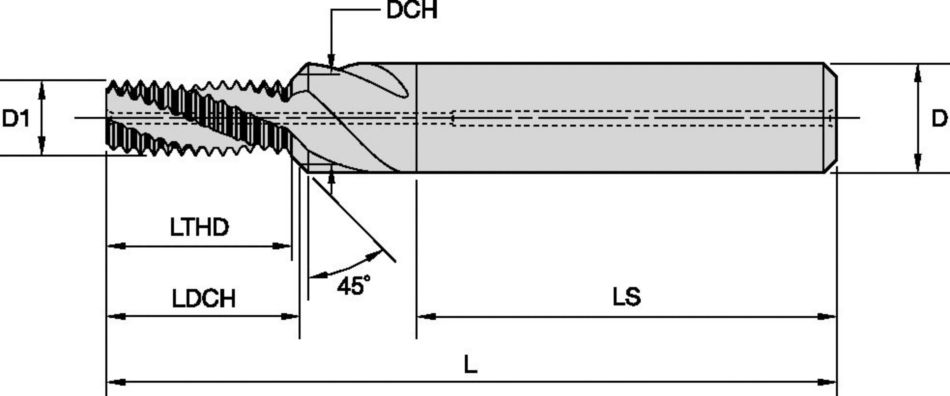
TM721 . Pollici. Adduzione interna di refrigerante
Frese a filettare in metallo duro • Fori ciechi e passanti
Uses and application
Filettatura: Foro passante
Filettatura: Foro cieco
Svasatura/smussatura
Adduzione interna di refrigerante: Assiale: Maschiatura
HM
Profondità di foratura: 2x
Specifiche del costruttore: UNC
| shank tolerance | |
| D | tolerance h6 + / - |
| 6 | +0, -0,008 |
| 8
|
+0, -0,009 |
| 12
|
+0, -0,011 |
| 20
|
+0, -0,013 |
Dati tecnici
| Material
|
 <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||
| Thread Mill TM711 | Thread Mill and Chamfer TM721 | ||||||||||||
| Cutting Speed
|
Feed/Tooth by Diameter | Cutting Speed
|
Feed/Tooth by Diameter | ||||||||||
| Range
|
Range
|
||||||||||||
| min | Starting Value | max | 0.375" |
|
min | Starting Value | max | 0.375" |
|
||||
| P | 1 | 300 | 380 | 490 | IPR | 0.002 | 0.003 | 460 | 610 | 790 | IPR | 0.002 | 0.004 |
| 2 | 300 | 380 | 490 | IPR | 0.002 | 0.003 | 460 | 610 | 790 | IPR | 0.002 | 0.004 | |
| 3 | 130 | 160 | 230 | IPR | 0.001 | 0.001 | 230 | 300 | 390 | IPR | 0.001 | 0.001 | |
| 4 | – | – | – | – | – | – | 230 | 300 | 390 | IPR | 0.001 | 0.001 | |
| 5 | 200 | 260 | 330 | IPR | 0.002 | 0.002 | 230 | 300 | 390 | IPR | 0.002 | 0.003 | |
| 6 | – | – | – | – | – | – | – | – | – | – | – | – | |
| M | 1 | 200 | 260 | 330 | IPR | 0.002 | 0.002 | 230 | 300 | 390 | IPR | 0.002 | 0.003 |
| 2 | 200 | 260 | 330 | IPR | 0.002 | 0.002 | 230 | 300 | 390 | IPR | 0.002 | 0.003 | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| K | 1 | 390 | 490 | 660 | IPR | 0.002 | 0.004 | 430 | 560 | 720 | IPR | 0.002 | 0.004 |
| 2 | 390 | 490 | 660 | IPR | 0.002 | 0.004 | 430 | 560 | 720 | IPR | 0.002 | 0.004 | |
| 3 | 300 | 380 | 490 | IPR | 0.002 | 0.003 | 360 | 460 | 590 | IPR | 0.002 | 0.003 | |
| N | 1 | 820 | 900 | 980 | IPR | 0.003 | 0.004 | 890 | 980 | 1080 | IPR | 0.003 | 0.006 |
| 2 | 660 | 740 | 820 | IPR | 0.002 | 0.002 | 890 | 980 | 1080 | IPR | 0.003 | 0.006 | |
| 3 | 560 | 620 | 690 | IPR | 0.002 | 0.002 | 520 | 570 | 620 | IPR | 0.003 | 0.006 | |
| 4 | 820 | 900 | 980 | IPR | 0.003 | 0.004 | 890 | 980 | 1080 | IPR | 0.003 | 0.006 | |
| 5 | 890 | 980 | 1080 | IPR | 0.005 | 0.005 | 820 | 900 | 980 | IPR | 0.004 | 0.008 | |
| 6 | 560 | 620 | 690 | IPR | 0.002 | 0.002 | 300 | 330 | 360 | IPR | 0.004 | 0.008 | |
| S | 1 | 200 | 260 | 330 | IPR | 0.002 | 0.002 | 230 | 300 | 390 | IPR | 0.002 | 0.003 |
| 2 | 160 | 210 | 260 | IPR | 0.001 | 0.002 | 160 | 200 | 260 | IPR | 0.001 | 0.002 | |
| 3 | 160 | 210 | 260 | IPR | 0.001 | 0.002 | 160 | 200 | 260 | IPR | 0.001 | 0.002 | |
| 4 | 160 | 210 | 260 | IPR | 0.001 | 0.002 | 160 | 200 | 260 | IPR | 0.001 | 0.002 | |
| <="" td=""> | <="" td="" /> |
||||||||||||
| Thread Mill TM711 | Thread Mill and Chamfer TM721 | ||||||||||||
| Cutting Speed
|
Cutting Speed
|
||||||||||||
| Range
|
Feed/Tooth by Diameter | Range
|
Feed/Tooth by Diameter | ||||||||||
| Material
|
min | Starting Value | max | 0.375" |
|
min | Starting Value | max | 0.375" |
|
|||
| 1 | 300 | 380 | 490 | IPR | 0.002 | 0.003 | 460 | 610 | 790 | IPR | 0.002 | 0.004 | |
| 2 | 300 | 380 | 490 | IPR | 0.002 | 0.003 | 460 | 610 | 790 | IPR | 0.002 | 0.004 | |
| P | 3 | 130 | 160 | 230 | IPR | 0.001 | 0.001 | 230 | 300 | 390 | IPR | 0.001 | 0.001 |
| 4 | – | – | – | – | – | – | 230 | 300 | 390 | IPR | 0.001 | 0.001 | |
| 5 | 200 | 260 | 330 | IPR | 0.002 | 0.002 | 230 | 300 | 390 | IPR | 0.002 | 0.003 | |
| 6 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 1 | 200 | 260 | 330 | IPR | 0.002 | 0.002 | 230 | 300 | 390 | IPR | 0.002 | 0.003 | |
| M | 2 | 200 | 260 | 330 | IPR | 0.002 | 0.002 | 230 | 300 | 390 | IPR | 0.002 | 0.003 |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 1 | 390 | 490 | 660 | IPR | 0.002 | 0.004 | 430 | 560 | 720 | IPR | 0.002 | 0.004 | |
| K | 2 | 390 | 490 | 660 | IPR | 0.002 | 0.004 | 430 | 560 | 720 | IPR | 0.002 | 0.004 |
| 3 | 300 | 380 | 490 | IPR | 0.002 | 0.003 | 360 | 460 | 590 | IPR | 0.002 | 0.003 | |
| 1 | 820 | 900 | 980 | IPR | 0.003 | 0.004 | 890 | 980 | 1080 | IPR | 0.003 | 0.006 | |
| 2 | 660 | 740 | 820 | IPR | 0.002 | 0.002 | 890 | 980 | 1080 | IPR | 0.003 | 0.006 | |
| N | 3 | 560 | 620 | 690 | IPR | 0.002 | 0.002 | 520 | 570 | 620 | IPR | 0.003 | 0.006 |
| 4 | 820 | 900 | 980 | IPR | 0.003 | 0.004 | 890 | 980 | 1080 | IPR | 0.003 | 0.006 | |
| 5 | 890 | 980 | 1080 | IPR | 0.005 | 0.005 | 820 | 900 | 980 | IPR | 0.004 | 0.008 | |
| 6 | 560 | 620 | 690 | IPR | 0.002 | 0.002 | 300 | 330 | 360 | IPR | 0.004 | 0.008 | |
| 1 | 200 | 260 | 330 | IPR | 0.002 | 0.002 | 230 | 300 | 390 | IPR | 0.002 | 0.003 | |
| 2 | 160 | 210 | 260 | IPR | 0.001 | 0.002 | 160 | 200 | 260 | IPR | 0.001 | 0.002 | |
| S | 3 | 160 | 210 | 260 | IPR | 0.001 | 0.002 | 160 | 200 | 260 | IPR | 0.001 | 0.002 |
| 4 | 160 | 210 | 260 | IPR | 0.001 | 0.002 | 160 | 200 | 260 | IPR | 0.001 | 0.002 | |