Product Similar To: [Product Name]

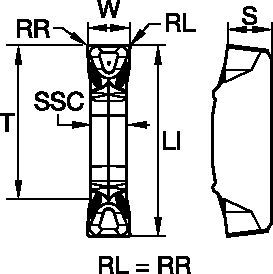
KNS® Slotting • XCP-SGP • Double Ended • Flat-Bottom Inserts
KNS® Inserts • Double Ended • Flat Bottom
Features and benefits
- KCPK30 has a wide application area in general and roughing milling of steels and cast irons. Performs best dry, but can also be used wet.
- KCPM40™ is the first choice for milling steel and stainless steel. Good thermal shock resistance makes this grade ideal for both wet and dry machining. Primarily for use in general and heavy machining.
- KCPM25™ is the first choice for applications with thin to medium chip thickness. This grade works on many workpiece materials, dry and wet.
 <="" td="">
<="" td="">