Product Similar To: [Product Name]

HARVI™ II • TCDE • Unequal Flute Spacing • With Chipsplitter • Metric
HARVI II Trochoidal • TCDE • Unequal Flute Spacing
Features and benefits
- Kennametal standard dimensions.
- Non-centre cutting.
- Roughing and finishing, cavities and open contour, requiring fewer setups.
- Unequally spaced fluted for chatter-free machining at highest feed rates.
- Optimised for trochoidal milling and helical operations.
- Patented flute and flute space for optimised chip control.
Uses and application
Trochoidal Milling
Helical Milling
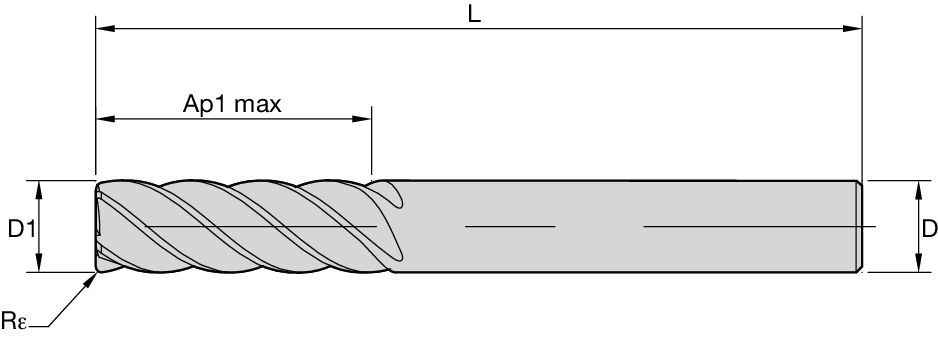
Ramping: 3°
Side Milling/Shoulder Milling: Square End
Tool Dimensions: Flute Configuration: 5
Helix Angle: 40°
Corner Style: Corner Radius
 <="" td="">
<="" td=""> <="" td="" />
<="" td="" />