Welcome
Please confirm your preferences
Update Preferences
Product Suggestions
Product Family suggestions
Hi, User Name
Your Selected Account:
There is an issue with your account. Please contact customer support.
Sold To Account
Change Account
Ship To Account
Change Account
- Dashboard
- Manage Orders
- Manage Channels
- Address Book
-
Notifications
Mark all as read - Change Password
- My Profile
- Logout
Item(s)
successfully added to cart
View Cart
View Cart
Spring into action with the latest deals on your favorite tools.
Shop Now!
Item(s)
successfully added to cart
View Cart
View Cart
Editing Solution
Adding Solution
Solution Name: {{SolutionName}}- Products
- /
- GOdrill™ • 3 x D • Whistle Notch™ Shank • Metric
Product Similar To: [Product Name]
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

GOdrill™ • 3 x D • Whistle Notch™ Shank • Metric
Solid Carbide Drill for Multiple Materials
Features and benefits
- General purpose SC drill for a wide range of materials.
- Marginless design for reduced friction and heat — thus longer tool life.
- Optimized gashing design for microdrilling ensures free flow of chips in the center of the drill.
- Uninterrupted straight cutting lip allows no starting point for wear and enables even distribution of cutting forces for longer tool life in all materials and less chipping on cutting edge.
- KC7325™ grade contains a double coating for broad-band applications, and a TiN top layer serves as a wear indicator for easier monitoring of small drills, which can be difficult to see.
Uses and application
Drilling
Drilling: Stacked Plates
DIN number 6535
DIN number 6537
Flood Coolant: Drilling
Shank - Cylindrical Whistle Notch 2°
Helix Angle: 30°
| Tolerance • Inch | ||
| nominal size range | D1 tolerance | D tolerance h6 |
| .0394–.1181 | .0000/-.0006 (h8) | .0000/-.0002 |
|
|
.0000/-.0005 (h7) | .0000/-.0003 |
|
|
.0000/-.0006 (h7) | .0000/-.0004 |
|
|
.0000/-.0007 (h7) | .0000/-.0004 |
|
|
.0000/-.0008 (h7) | .0000/-.0005 |
| Tolerance • Metric | ||
| nominal size range | D1 tolerance | D tolerance h6 |
| 1–3 | 0,000/-0,014 (h8) | 0,000/-0,006 |
|
|
0,000/-0,012 (h7) | 0,000/-0,008 |
|
|
0,000/-0,015 (h7) | 0,000/-0,009 |
|
|
0,000/-0,018 (h7) | 0,000/-0,011 |
|
|
0,000/-0,021 (h7) | 0,000/-0,013 |
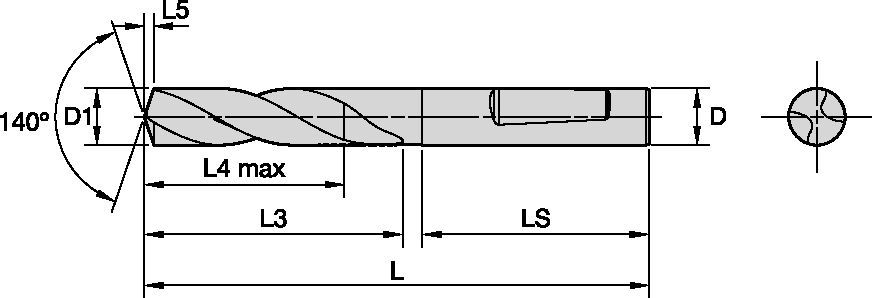
Dimensions for Kennametal Solid Carbide Drills (B* Series)
| mm | SHORT* | LONG* | EXTRA LONG** | |||||||||
| Ø | DIN 6535 | ~3 x D | ~5 x D | ~8 x D | ||||||||
| D1 min | D1 max | D | LS min | L | L3 | L4 | L | L3 | L4 | L | L3 | L4 |
| 1,000 | 1,400 | 4 | 28 | 58 | 7 | 5 | 58 | 9 | 6 | 58 | 12 | 10 |
| 1,401 | 1,900 | 4 | 28 | 58 | 9 | 6 | 58 | 12 | 9 | 58 | 18 | 15 |
| 1,901 | 2,300 | 4 | 28 | 58 | 13 | 9 | 58 | 18 | 14 | 66 | 26 | 22 |
| 2,301 | 2,990 | 4 | 28 | 58 | 17 | 12 | 58 | 22 | 17 | 66 | 30 | 25 |
| 3,000 | 3,750 | 6 | 36 | 62 | 20 | 14 | 66 | 28 | 23 | 78 | 40 | 33 |
| 3,751 | 4,750 | 6 | 36 | 66 | 24 | 17 | 74 | 36 | 29 | 87 | 49 | 41 |
| 4,751 | 6,000 | 6 | 36 | 66 | 28 | 20 | 82 | 44 | 35 | 94 | 56 | 48 |
| 6,001 | 7,000 | 8 | 36 | 79 | 34 | 24 | 91 | 53 | 43 | 105 | 67 | 57 |
| 7,001 | 8,000 | 8 | 36 | 79 | 41 | 29 | 91 | 53 | 43 | 110 | 72 | 61 |
| 8,001 | 10,000 | 10 | 40 | 89 | 47 | 35 | 103 | 61 | 49 | 122 | 80 | 68 |
| 10,001 | 12,000 | 12 | 45 | 102 | 55 | 40 | 118 | 71 | 56 | 141 | 94 | 79 |
| 12,001 | 14,000 | 14 | 45 | 107 | 60 | 43 | 124 | 77 | 60 | 155 | 108 | 91 |
| 14,001 | 16,000 | 16 | 48 | 115 | 65 | 45 | 133 | 83 | 63 | 171 | 121 | 101 |
| 16,001 | 18,000 | 18 | 48 | 123 | 73 | 51 | 143 | 93 | 71 | 185 | 135 | 113 |
| 18,001 | 20,000 | 20 | 50 | 131 | 79 | 55 | 153 | 101 | 77 | 200 | 148 | 124 |
| 20,001 | 22,000 | 20 | 50 | 141 | 86 | 60 | 167 | 112 | 85 | 217 | 162 | 136 |
| 22,001 | 25,000 | 25 | 56 | 153 | 95 | 65 | 184 | 126 | 98 | 238 | 180 | 150 |
| * D1 20mm to DIN 6537K | ||||||||||||
| * D1
|
||||||||||||
| ** to factory standard | ||||||||||||
GOdrill™ • B04_CPG Series • Grade KC7325™ • Flood Coolant • Drill Diameters 1–20mm • Metric
| Material
|
 <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||||
| Cutting Speed
|
Metric | ||||||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||||
| Min | Starting Value | Max | 1,0 | 2,0 | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| P | 0 | 70 | 80 | 115 | mm/r | 0,03–0,08 | 0,04–0,09 | 0,05–0,11 | 0,08–0,14 | 0,09–0,19 | 0,11–0,22 | 0,13–0,26 | 0,15–0,30 | 0,19–0,36 | 0,24–0,46 |
| 1 | 60 | 70 | 100 | mm/r | 0,04–0,09 | 0,05–0,11 | 0,06–0,13 | 0,09–0,16 | 0,11–0,22 | 0,13–0,26 | 0,15–0,31 | 0,18–0,35 | 0,22–0,42 | 0,28–0,54 | |
| 2 | 80 | 90 | 100 | mm/r | 0,04–0,09 | 0,05–0,11 | 0,06–0,13 | 0,08–0,16 | 0,12–0,22 | 0,14–0,26 | 0,17–0,31 | 0,20–0,35 | 0,24–0,42 | 0,31–0,53 | |
| 3 | 50 | 70 | 90 | mm/r | 0,05–0,11 | 0,06–0,13 | 0,07–0,15 | 0,09–0,17 | 0,13–0,23 | 0,15–0,28 | 0,19–0,33 | 0,22–0,38 | 0,26–0,47 | 0,34–0,59 | |
| 4 | 50 | 70 | 100 | mm/r | 0,04–0,12 | 0,05–0,13 | 0,06–0,15 | 0,08–0,17 | 0,12–0,23 | 0,14–0,28 | 0,17–0,33 | 0,19–0,38 | 0,23–0,47 | 0,29–0,59 | |
| 5 | 30 | 40 | 60 | mm/r | 0,03–0,05 | 0,04–0,06 | 0,05–0,07 | 0,06–0,10 | 0,08–0,14 | 0,10–0,18 | 0,12–0,22 | 0,14–0,24 | 0,18–0,32 | 0,23–0,41 | |
| 6 | 30 | 40 | 60 | mm/r | 0,03–0,05 | 0,04–0,06 | 0,05–0,07 | 0,06–0,10 | 0,08–0,14 | 0,10–0,18 | 0,12–0,22 | 0,14–0,24 | 0,18–0,32 | 0,23–0,41 | |
| M | 1 | 20 | 30 | 40 | mm/r | 0,02–0,05 | 0,03–0,06 | 0,04–0,07 | 0,05–0,09 | 0,08–0,11 | 0,09–0,12 | 0,10–0,14 | 0,12–0,16 | 0,14–0,18 | 0,16–0,20 |
| 2 | 30 | 40 | 50 | mm/r | 0,02–0,06 | 0,03–0,07 | 0,04–0,08 | 0,06–0,10 | 0,08–0,12 | 0,09–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,22 | |
| 3 | 20 | 30 | 40 | mm/r | 0,02–0,05 | 0,03–0,06 | 0,04–0,07 | 0,06–0,09 | 0,08–0,11 | 0,09–0,12 | 0,10–0,14 | 0,12–0,16 | 0,14–0,18 | 0,16–0,20 | |
| K | 1 | 80 | 130 | 170 | mm/r | 0,09–0,18 | 0,10–0,20 | 0,11–0,22 | 0,12–0,24 | 0,16–0,31 | 0,20–0,38 | 0,23–0,44 | 0,25–0,49 | 0,31–0,60 | 0,38–0,74 |
| 2 | 90 | 110 | 120 | mm/r | 0,06–0,13 | 0,08–0,15 | 0,10–0,17 | 0,12–0,19 | 0,16–0,25 | 0,20–0,31 | 0,23–0,36 | 0,25–0,40 | 0,31–0,48 | 0,38–0,60 | |
| 3 | 80 | 110 | 130 | mm/r | 0,05–0,11 | 0,06–0,13 | 0,07–0,15 | 0,09–0,19 | 0,12–0,25 | 0,14–0,30 | 0,17–0,35 | 0,19–0,40 | 0,25–0,48 | 0,30–0,60 | |
| N | 1 | 90 | 230 | 270 | mm/r | 0,05–0,12 | 0,06–0,13 | 0,08–0,14 | 0,10–0,16 | 0,12–0,20 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,48 |
| 2 | 90 | 220 | 270 | mm/r | 0,04–0,08 | 0,06–0,12 | 0,08–0,16 | 0,10–0,20 | 0,12–0,24 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,44 | 0,32–0,52 | |
| 3 | 90 | 180 | 225 | mm/r | 0,10–0,13 | 0,11–0,14 | 0,12–0,14 | 0,13–0,16 | 0,14–0,20 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,44 | |
| 4 | 90 | 130 | 270 | mm/r | 0,04–0,08 | 0,06–0,12 | 0,08–0,16 | 0,10–0,20 | 0,12–0,24 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,40 | 0,32–0,48 | |
| S | 1 | 20 | 25 | 30 | mm/r | 0,01–0,04 | 0,02–0,05 | 0,03–0,06 | 0,04–0,08 | 0,06–0,10 | 0,08–0,12 | 0,09–0,13 | 0,10–0,14 | 0,12–0,16 | 0,14–0,18 |
| 2 | 10 | 20 | 30 | mm/r | 0,01–0,03 | 0,02–0,03 | 0,02–0,04 | 0,03–0,06 | 0,05–0,08 | 0,07–0,10 | 0,08–0,11 | 0,09–0,12 | 0,10–0,14 | 0,11–0,16 | |
| 3 | 20 | 25 | 40 | mm/r | 0,01–0,03 | 0,02–0,03 | 0,02–0,04 | 0,02–0,05 | 0,04–0,07 | 0,06–0,09 | 0,07–0,10 | 0,08–0,11 | 0,09–0,13 | 0,10–0,15 | |
| 4 | 20 | 25 | 50 | mm/r | 0,01–0,03 | 0,02–0,03 | 0,02–0,04 | 0,03–0,06 | 0,05–0,08 | 0,07–0,10 | 0,08–0,11 | 0,09–0,12 | 0,10–0,14 | 0,11–0,16 | |
| H | 1 | 10 | 15 | 30 | mm/r | 0,01–0,03 | 0,02–0,03 | 0,02–0,04 | 0,03–0,06 | 0,05–0,08 | 0,07–0,10 | 0,08–0,11 | 0,09–0,12 | 0,10–0,14 | 0,11–0,16 |
| 2 | 10 | 10 | 30 | mm/r | 0,01–0,03 | 0,02–0,03 | 0,02–0,04 | 0,02–0,05 | 0,04–0,07 | 0,06–0,09 | 0,07–0,10 | 0,08–0,11 | 0,09–0,13 | 0,10–0,15 | |
| Material
|
<="" td=""> | <="" td="" /> |
|||||||||||||
| Material
|
Cutting Speed
|
Inch | |||||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||||
| Min | Starting Value | Max | 3/64 .047 | 5/64 .078 | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| P | 0 | 200 | 230 | 330 | IPR | .001–.003 | .002–.004 | .002–.004 | .003–.005 | .004–.007 | .004–.009 | .005–.010 | .006–.012 | .007–.014 | .009–.018 |
| 1 | 200 | 230 | 330 | IPR | .002–.004 | .002–.004 | .002–.005 | .004–.006 | .004–.009 | .005–.010 | .006–.012 | .007–.014 | .009–.017 | .011–.021 | |
| 2 | 260 | 300 | 330 | IPR | .002–.004 | .002–.004 | .002–.005 | .003–.006 | .005–.009 | .006–.010 | .007–.012 | .008–.014 | .009–.017 | .012–.021 | |
| 3 | 160 | 230 | 300 | IPR | .002–.004 | .002–.005 | .003–.006 | .004–.007 | .005–.009 | .006–.011 | .008–.013 | .009–.015 | .010–.019 | .013–.023 | |
| 4 | 160 | 230 | 330 | IPR | .002–.005 | .002–.005 | .002–.006 | .003–.007 | .005–.009 | .006–.011 | .007–.013 | .008–.015 | .009–.019 | .011–.023 | |
| 5 | 100 | 130 | 200 | IPR | .001–.002 | .002–.002 | .002–.003 | .002–.004 | .003–.006 | .004–.007 | .005–.009 | .006–.009 | .007–.013 | .009–.016 | |
| 6 | 100 | 130 | 200 | IPR | .001–.002 | .002–.002 | .002–.003 | .002–.004 | .003–.006 | .004–.007 | .005–.009 | .006–.009 | .007–.013 | .009–.016 | |
| M | 1 | 70 | 100 | 130 | IPR | .001–.002 | .001–.002 | .002–.003 | .002–.004 | .003–.004 | .004–.005 | .004–.006 | .005–.006 | .006–.007 | .006–.008 |
| 2 | 100 | 130 | 160 | IPR | .001–.002 | .001–.003 | .002–.003 | .002–.004 | .003–.005 | .004–.006 | .004–.006 | .005–.007 | .006–.008 | .006–.009 | |
| 3 | 70 | 100 | 130 | IPR | .001–.002 | .001–.002 | .002–.003 | .002–.004 | .003–.004 | .004–.005 | .004–.006 | .005–.006 | .006–.007 | .006–.008 | |
| K | 1 | 260 | 430 | 560 | IPR | .004–.007 | .004–.008 | .004–.009 | .005–.009 | .006–.012 | .008–.015 | .009–.017 | .010–.019 | .012–.024 | .015–.029 |
| 2 | 300 | 360 | 390 | IPR | .002–.005 | .003–.006 | .004–.007 | .005–.008 | .006–.010 | .008–.012 | .009–.014 | .010–.016 | .012–.019 | .015–.024 | |
| 3 | 260 | 360 | 430 | IPR | .002–.004 | .002–.005 | .003–.006 | .004–.008 | .005–.010 | .006–.012 | .007–.014 | .008–.016 | .010–.019 | .012–.024 | |
| N | 1 | 300 | 750 | 890 | IPR | .002–.005 | .002–.005 | .003–.006 | .004–.006 | .005–.008 | .006–.009 | .008–.011 | .009–.013 | .011–.016 | .013–.019 |
| 2 | 300 | 720 | 890 | IPR | .002–.003 | .002–.005 | .003–.006 | .004–.008 | .005–.009 | .006–.011 | .008–.013 | .009–.014 | .011–.017 | .013–.021 | |
| 3 | 300 | 590 | 740 | IPR | .004–.005 | .004–.006 | .005–.006 | .005–.006 | .006–.008 | .006–.009 | .008–.011 | .009–.013 | .011–.016 | .013–.017 | |
| 4 | 300 | 430 | 890 | IPR | .002–.003 | .002–.005 | .003–.006 | .004–.008 | .005–.009 | .006–.011 | .008–.013 | .009–.014 | .011–.016 | .013–.019 | |
| S | 1 | 70 | 80 | 100 | IPR | .000–.002 | .001–.002 | .001–.002 | .002–.003 | .002–.004 | .003–.005 | .004–.005 | .004–.006 | .005–.006 | .006–.007 |
| 2 | 30 | 70 | 100 | IPR | .000–.001 | .001–.001 | .001–.002 | .001–.002 | .002–.003 | .003–.004 | .003–.004 | .004–.005 | .004–.006 | .004–.006 | |
| 3 | 70 | 80 | 130 | IPR | .000–.001 | .001–.001 | .001–.002 | .001–.002 | .002–.003 | .002–.004 | .003–.004 | .003–.004 | .004–.005 | .004–.006 | |
| 4 | 70 | 80 | 160 | IPR | .000–.001 | .001–.001 | .001–.002 | .001–.002 | .002–.003 | .003–.004 | .003–.004 | .004–.005 | .004–.006 | .004–.006 | |
| H | 1 | 30 | 50 | 100 | IPR | .000–.001 | .001–.001 | .001–.002 | .001–.002 | .002–.003 | .003–.004 | .003–.004 | .004–.005 | .004–.006 | .004–.006 |
| 2 | 30 | 30 | 100 | IPR | .000–.001 | .001–.001 | .001–.002 | .001–.002 | .002–.003 | .002–.004 | .003–.004 | .003–.004 | .004–.005 | .004–.006 | |
| <="" td=""> | <="" td="" /> |
||||||||||||||
| Cutting Speed
|
Metric | ||||||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||||
| Material
|
Min | Starting Value | Max | 1,0 | 2,0 | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | ||
| P | 0 | 70 | 80 | 115 | mm/dev | 0,03
|
0,04
|
0,05
|
0,08
|
0,09
|
0,11
|
0,13
|
0,15
|
0,19
|
0,24
|
| 1 | 60 | 70 | 100 | mm/dev | 0,04
|
0,05
|
0,06
|
0,09
|
0,11
|
0,13
|
0,15
|
0,18
|
0,22
|
0,28
|
|
| 2 | 80 | 90 | 100 | mm/dev | 0,04
|
0,05
|
0,06
|
0,08
|
0,12
|
0,14
|
0,17
|
0,20
|
0,24
|
0,31
|
|
| 3 | 50 | 70 | 90 | mm/dev | 0,05
|
0,06
|
0,07
|
0,09
|
0,13
|
0,15
|
0,19
|
0,22
|
0,26
|
0,34
|
|
| 4 | 50 | 70 | 100 | mm/dev | 0,04
|
0,05
|
0,06
|
0,08
|
0,12
|
0,14
|
0,17
|
0,19
|
0,23
|
0,29
|
|
| 5 | 30 | 40 | 60 | mm/dev | 0,03
|
0,04
|
0,05
|
0,06
|
0,08
|
0,10
|
0,12
|
0,14
|
0,18
|
0,23
|
|
| 6 | 30 | 40 | 60 | mm/dev | 0,03
|
0,04
|
0,05
|
0,06
|
0,08
|
0,10
|
0,12
|
0,14
|
0,18
|
0,23
|
|
| M | 1 | 20 | 30 | 40 | mm/dev | 0,02
|
0,03
|
0,04
|
0,05
|
0,08
|
0,09
|
0,10
|
0,12
|
0,14
|
0,16
|
| 2 | 30 | 40 | 50 | mm/dev | 0,02
|
0,03
|
0,04
|
0,06
|
0,08
|
0,09
|
0,10
|
0,12
|
0,14
|
0,16
|
|
| 3 | 20 | 30 | 40 | mm/dev | 0,02
|
0,03
|
0,04
|
0,06
|
0,08
|
0,09
|
0,10
|
0,12
|
0,14
|
0,16
|
|
| K | 1 | 80 | 130 | 170 | mm/dev | 0,09
|
0,10
|
0,11
|
0,12
|
0,16
|
0,20
|
0,23
|
0,25
|
0,31
|
0,38
|
| 2 | 90 | 110 | 120 | mm/dev | 0,06
|
0,08
|
0,10
|
0,12
|
0,16
|
0,20
|
0,23
|
0,25
|
0,31
|
0,38
|
|
| 3 | 80 | 110 | 130 | mm/dev | 0,05
|
0,06
|
0,07
|
0,09
|
0,12
|
0,14
|
0,17
|
0,19
|
0,25
|
0,30
|
|
| N | 1 | 90 | 230 | 270 | mm/dev | 0,05
|
0,06
|
0,08
|
0,10
|
0,12
|
0,16
|
0,20
|
0,24
|
0,28
|
0,32
|
| 2 | 90 | 220 | 270 | mm/dev | 0,04
|
0,06
|
0,08
|
0,10
|
0,12
|
0,16
|
0,20
|
0,24
|
0,28
|
0,32
|
|
| 3 | 90 | 180 | 225 | mm/dev | 0,10
|
0,11
|
0,12
|
0,13
|
0,14
|
0,16
|
0,20
|
0,24
|
0,28
|
0,32
|
|
| 5 | 90 | 130 | 270 | mm/dev | 0,04
|
0,06
|
0,08
|
0,10
|
0,12
|
0,16
|
0,20
|
0,24
|
0,28
|
0,32
|
|
| S | 1 | 20 | 25 | 30 | mm/dev | 0,01
|
0,02
|
0,03
|
0,04
|
0,06
|
0,08
|
0,09
|
0,10
|
0,12
|
0,14
|
| 2 | 10 | 20 | 30 | mm/dev | 0,01
|
0,02
|
0,02
|
0,03
|
0,05
|
0,07
|
0,08
|
0,09
|
0,10
|
0,11
|
|
| 3 | 20 | 25 | 40 | mm/dev | 0,01
|
0,02
|
0,02
|
0,02
|
0,04
|
0,06
|
0,07
|
0,08
|
0,09
|
0,10
|
|
| 4 | 20 | 25 | 50 | mm/dev | 0,01
|
0,02
|
0,02
|
0,03
|
0,05
|
0,07
|
0,08
|
0,09
|
0,10
|
0,11
|
|
| H | 1 | 10 | 15 | 30 | mm/dev | 0,01
|
0,02
|
0,02
|
0,03
|
0,05
|
0,07
|
0,08
|
0,09
|
0,10
|
0,11
|
| 2 | 10 | 10 | 30 | mm/dev | 0,01
|
0,02
|
0,02
|
0,02
|
0,04
|
0,06
|
0,07
|
0,08
|
0,09
|
0,10
|
|
-
CNC Machine Golfing with HPX Drill & GOdrill
