Product Similar To: [Product Name]

B256_YPC (~8 x D) • KCK10 • A-Shank • YPC Beyond Drills
YPC Beyond™ Drills • Iron Materials • Through Coolant
Features and benefits
- YPC Beyond drills with through coolant for iron materials.
- Material-specific SC drill specifically engineered to deliver best-in-class hole quality and longest tool life in cast iron, ductile iron, CGI, and ADI.
- Y-TECH™ technology with uneven flute-to-flute angle creates unbalanced forces by design avoid chipping on margin lands.
- Three-margin lands reduce pendulum motion by directing forces towards third margin for superior hole accuracy (cylindricity, constant diameter, and hole straightness).
- Corner chamfer avoids breakout when drilling through holes in gray iron.
- KCK10™ Beyond grade contains multiple layers of PVD coating offering outstanding wear resistance for the drilling of cast irons.
Uses and application
Drilling
Drilling: Inclined Exit
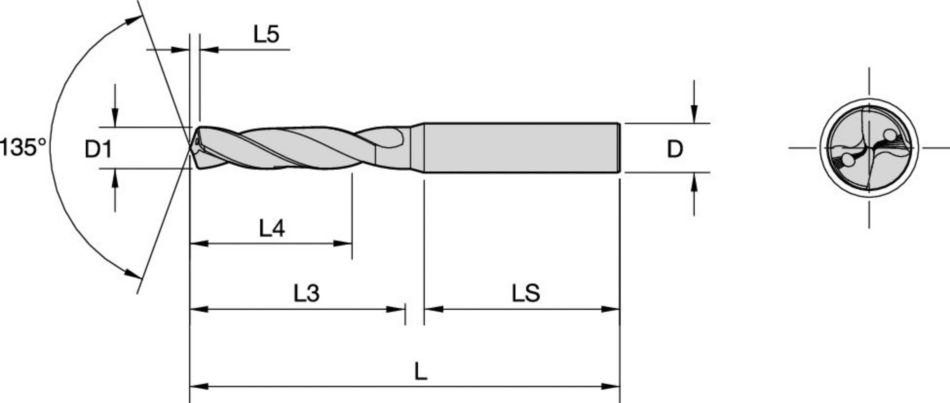
Tool Dimensions: 2flute/3margin/coolant
DIN number 6535
DIN number 6537
Drilling - Through Coolant
Through Coolant: MQL (Minimum Quantity Lubricant): Drilling
Corner Style: Corner Chamfer
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°
Drilling: Cross-Hole Drilling
 <="" td="">
<="" td=""> <="" td="" />
<="" td="" />