Welcome
Please confirm your preferences
Update Preferences
Product Suggestions
Product Family suggestions
Hi, User Name
Your Selected Account:
There is an issue with your account. Please contact customer support.
Sold To Account
Change Account
Ship To Account
Change Account
- Dashboard
- Manage Orders
- Manage Channels
- Address Book
-
Notifications
Mark all as read - Change Password
- My Profile
- Sign Out
Item(s)
successfully added to cart
View Cart
View Cart
Spring into action with the latest deals on your favorite tools.
Shop Now!
Item(s)
successfully added to cart
View Cart
View Cart
Editing Solution
Adding Solution
Solution Name: {{SolutionName}}- Products
- /
- Metalworking Tools
- /
- Holemaking
- /
- Solid Carbide Drills
- /
- DAL Drills • CFRP-Ti-Stacks
- /
- KenDrill™ DAL • 3 x D • Internal Coolant • Straight Shank • Metric
Product Similar To: [Product Name]
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

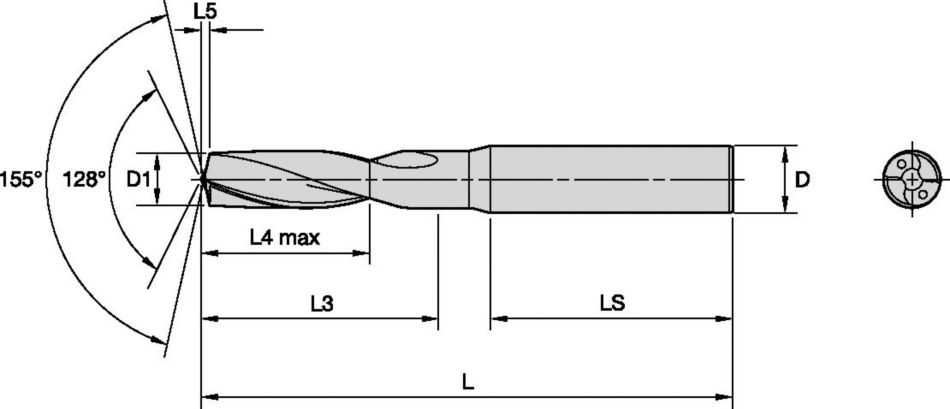
KenDrill™ DAL • 3 x D • Internal Coolant • Straight Shank • Metric
Solid Carbide Drill for CFRP/Metal Stacks
Features and benefits
- DAL drills for machining of CFRP-metal stack materials.
- Material-specific SC drill for combinations: CFRP-Ti-Al as well as CFRP-Ti, CFRP-Al, and also straight Ti or Al; with double-angle point design for bur-free exits when exiting metal side of stack.
- Sharp cutting edge to cleanly cut CFRPs as top layer in CFRP-metal stacks.
- The drill diameter is ground to a k6 tolerance and can achieve hole tolerances of H8.
- Excellent centering capabilities.
Uses and application
Drilling
Drilling: Stacked Plates
Drilling: Convex
Tool Dimensions: 2flute/2margin/coolant
DIN number 6535
DIN number 6537
Drilling - Through Coolant
Through Coolant: MQL (Minimum Quantity Lubricant): Drilling
Helix Angle: 15°
Drilling Depth: 3x
| Tolerance • Inch | ||
| nominal size range | D1 tolerance k6 | D tolerance h6 |
|
|
.0000/.0004 | .0000/-.0003 |
|
|
.0000/.0004 | .0000/-.0004 |
|
|
.0000/.0005 | .0000/-.0004 |
|
|
.0000/.0006 | .0000/-.0005 |
| Tolerance • Metric | ||
| nominal size range | D1 tolerance k6 | D tolerance h6 |
|
|
0,001/0,009 | 0,000/-0,008 |
|
|
0,001/0,010 | 0,000/-0,009 |
|
|
0,001/0,012 | 0,000/-0,011 |
|
|
0,002/0,015 | 0,000/-0,013 |
| Material
|
 <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 15 | 80 | 120 | mm/r | 0,01–0,05 | 0,02–0,07 | 0,03–0,10 | 0,04–0,12 | 0,05–0,15 | 0,05–0,18 | 0,06–0,21 | 0,07–0,23 |
| 3 | 10 | 10 | 15 | mm/r | 0,01–0,05 | 0,02–0,07 | 0,03–0,10 | 0,04–0,12 | 0,05–0,15 | 0,05–0,18 | 0,06–0,21 | 0,07–0,23 | |
| 4 | 10 | 15 | 25 | mm/r | 0,01–0,05 | 0,02–0,07 | 0,03–0,10 | 0,04–0,12 | 0,05–0,15 | 0,05–0,18 | 0,06–0,21 | 0,07–0,23 | |
| Material
|
<="" td=""> | <="" td="" /> |
|||||||||||
| Material
|
Cutting Speed
|
Inch | |||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||
| Min | Starting Value | Max | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 2 | 50 | 260 | 390 | IPR | .000–.002 | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 | .003–.009 |
| 3 | 30 | 30 | 50 | IPR | .001–.002 | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 | .003–.009 | |
| 4 | 30 | 50 | 80 | IPR | .001–.002 | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 | .003–.009 | |
| <="" td=""> | <="" td="" /> |
||||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||
| Material
|
Min | Starting Value | Max | 3.0 | 4.0 | 6.0 | 8.0 | 10.0 | 12.0 | 16.0 | 20.0 | ||
| C | 2 | 15 | 80 | 120 | mm/dev | 0.01
|
0.02
|
0.03
|
0.04
|
0.05
|
0.05
|
0.06
|
0.07
|
| 3 | 10 | 10 | 15 | mm/dev | 0.01
|
0.02
|
0.03
|
0.04
|
0.05
|
0.05
|
0.06
|
0.07
|
|
| 4 | 10 | 15 | 25 | mm/dev | 0.01
|
0.02
|
0.03
|
0.04
|
0.05
|
0.05
|
0.06
|
0.07
|
|
| Material
|
 <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 15 | 120 | 150 | mm/r | 0,01–0,05 | 0,02–0,07 | 0,03–0,10 | 0,04–0,12 | 0,05–0,15 | 0,05–0,18 | 0,06–0,21 | 0,07–0,23 |
| 3 | 10 | 15 | 25 | mm/r | 0,01–0,05 | 0,02–0,07 | 0,03–0,10 | 0,04–0,12 | 0,05–0,15 | 0,05–0,18 | 0,06–0,21 | 0,07–0,23 | |
| 4 | 10 | 25 | 50 | mm/r | 0,01–0,05 | 0,02–0,07 | 0,03–0,10 | 0,04–0,12 | 0,05–0,15 | 0,05–0,18 | 0,06–0,21 | 0,07–0,23 | |
| Material
|
<="" td=""> | <="" td="" /> |
|||||||||||
| Material
|
Cutting Speed
|
Inch | |||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||
| Min | Starting Value | Max | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 2 | 50 | 390 | 490 | IPR | .000–.002 | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 | .003–.009 |
| 3 | 30 | 50 | 80 | IPR | .001–.002 | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 | .003–.009 | |
| 4 | 30 | 80 | 160 | IPR | .001–.002 | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 | .003–.009 | |
| <="" td=""> | <="" td="" /> |
||||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate (f) by Diameter | ||||||||||||
| Material
|
Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | ||
| N | 1 | 120 | 230 | 450 | mm/ot. | 0.12
|
0.13
|
0.15
|
0.19
|
0.26
|
0.31
|
0.41
|
0.44
|
| 2 | 120 | 220 | 350 | mm/ot. | 0.13
|
0.14
|
0.16
|
0.20
|
0.28
|
0.33
|
0.44
|
0.48
|
|
| 3 | 100 | 180 | 400 | mm/ot. | 0.13
|
0.14
|
0.16
|
0.20
|
0.28
|
0.33
|
0.44
|
0.48
|
|
| 4 | 100 | 130 | 300 | mm/ot. | 0.10
|
0.12
|
0.14
|
0.16
|
0.18
|
0.20
|
0.24
|
0.28
|
|
| C | 2 | 15 | 120 | 150 | mm/ot. | 0.01
|
0.02
|
0.03
|
0.04
|
0.05
|
0.05
|
0.06
|
0.07
|
| 3 | 10 | 15 | 25 | mm/ot. | 0.01
|
0.02
|
0.03
|
0.04
|
0.05
|
0.05
|
0.06
|
0.07
|
|
| 4 | 10 | 25 | 50 | mm/ot. | 0.01
|
0.02
|
0.03
|
0.04
|
0.05
|
0.05
|
0.06
|
0.07
|
|
| Material
|
Cutting Speed
|
Inch | |||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||
| Min | Starting Value | Max | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 2 | 230 | 360 | 460 | IPR | .001
|
.002
|
.002
|
.002
|
.002
|
.003
|
| Material
|
<="" td=""> |  <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
||||||||
| Cutting Speed
|
Metric | ||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||
| Min | Starting Value | Max | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 70 | 110 | 140 | mm/r | 0.03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
| Material
|
<="" td=""> | <="" td="" /> |
|||||||||
| Cutting Speed
|
Metric | ||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||
| Min | Starting Value | Max | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 70 | 110 | 140 | mm/tr | 0.03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
| Material
|
Cutting Speed
|
Metric | |||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||
| Min | Starting Value | Max | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| S | 4 | 10 | 13 | 20 | mm/r | 0,02–0,08 | 0,03–0,10 | 0,04–0,12 | 0,05–0,16 | 0,05–0,18 | 0,06–0,20 |
| N | 1 | 100 | 230 | 270 | mm/r | 0,13–0,22 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,48 |
| 2 | 100 | 220 | 270 | mm/r | 0,14–0,23 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,40 | 0,32–0,52 | |
| 3 | 90 | 180 | 230 | mm/r | 0,13–0,22 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,48 | |
| 4 | 90 | 130 | 200 | mm/r | 0,10–0,18 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,40 | 0,32–0,52 | |
| C | 2 | 70 | 110 | 140 | mm/r | 0,03-0,10 | 0,04-0,12 | 0,05-0,15 | 0,05-0,18 | 0,06-0,21 | 0,07-0,23 |
| 3 | 10 | 13 | 20 | mm/r | 0,02-0,08 | 0,03-0,10 | 0,04-0,12 | 0,05-0,16 | 0,05-0,18 | 0,06-0,20 | |
| 4 | 10 | 20 | 40 | mm/r | 0,02-0,08 | 0,03-0,10 | 0,04-0,12 | 0,05-0,16 | 0,05-0,18 | 0,06-0,20 | |
| Material
|
Cutting Speed
|
Inch | |||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||
| Min | Starting Value | Max | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| S | 4 | 30 | 40 | 70 | IPR | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 |
| N | 1 | 330 | 750 | 890 | IPR | .005–.009 | .006–.009 | .008–.011 | .009–.013 | .011–.016 | .013–.019 |
| 2 | 330 | 720 | 890 | IPR | .006–.009 | .006–.011 | .008–.013 | .009–.014 | .011–.017 | .013–.021 | |
| 3 | 300 | 590 | 750 | IPR | .005–.009 | .006–.009 | .008–.011 | .009–.013 | .011–.016 | .013–.019 | |
| 4 | 300 | 430 | 660 | IPR | .004–.007 | .006–.011 | .008–.013 | .009–.014 | .011–.016 | .013–.019 | |
| C | 4 | 230 | 360 | 460 | IPR | .001-.004 | .002-.005 | .002-.006 | .002-.007 | .002-.008 | .003-.009 |
| 4 | 30 | 40 | 70 | IPR | .001-.003 | .001-.004 | .002-.005 | .002-.006 | .002-.007 | .002-.008 | |
| 4 | 30 | 70 | 130 | IPR | .001-.003 | .001-.004 | .002-.005 | .002-.006 | .002-.007 | .002-.008 | |
| Material
|
Cutting Speed
|
Metric | |||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||
| Min | Starting Value | Max | 6.0 | 8.0 | 10.0 | 12.0 | 16.0 | 20.0 | |||
| S | 4 | 10 | 13 | 20 | mm/r | 0.02~0.08 | 0.03~0.10 | 0.04~0.12 | 0.05~0.16 | 0.05~0.18 | 0.06~0.20 |
| N | 1 | 100 | 230 | 270 | mm/r | 0.13~0.22 | 0.16~0.24 | 0.20~0.28 | 0.24~0.32 | 0.28~0.40 | 0.32~0.48 |
| 2 | 100 | 220 | 270 | mm/r | 0.14~0.23 | 0.16~0.28 | 0.20~0.32 | 0.24~0.36 | 0.28~0.40 | 0.32~0.52 | |
| 3 | 90 | 180 | 230 | mm/r | 0.13~0.22 | 0.16~0.24 | 0.20~0.28 | 0.24~0.32 | 0.28~0.40 | 0.32~0.48 | |
| 4 | 90 | 130 | 200 | mm/r | 0.10~0.18 | 0.16~0.28 | 0.20~0.32 | 0.24~0.36 | 0.28~0.40 | 0.32~0.52 | |
| C | 2 | 70 | 110 | 140 | mm/r | 0.03~0.10 | 0.04~0.12 | 0.05~0.15 | 0.05~0.18 | 0.06~0.21 | 0.07~0.23 |
| 3 | 10 | 13 | 20 | mm/r | 0.02~0.08 | 0.03~0.10 | 0.04~0.12 | 0.05~0.16 | 0.05~0.18 | 0.06~0.20 | |
| 4 | 10 | 20 | 40 | mm/r | 0.02~0.08 | 0.03~0.10 | 0.04~0.12 | 0.05~0.16 | 0.05~0.18 | 0.06~0.20 | |
| Material
|
<="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 80 | 120 | 150 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
| 3 | 10 | 15 | 25 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
|
| 4 | 10 | 25 | 50 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
|
| Material
|
Cutting Speed
|
Inch | |||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 2 | 260 | 390 | 490 | IPR | .001
|
.001
|
.001
|
.002
|
.002
|
.002
|
.002
|
.003
|
| 3 | 30 | 50 | 80 | IPR | .001
|
.001
|
.001
|
.002
|
.002
|
.002
|
.002
|
.003
|
|
| 4 | 30 | 80 | 160 | IPR | .001
|
.001
|
.001
|
.002
|
.002
|
.002
|
.002
|
.003
|
|
| Material
|
<="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 80 | 120 | 150 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
| 3 | 10 | 15 | 25 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
|
| 4 | 10 | 25 | 50 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
|
| Material
|
<="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 80 | 120 | 150 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
| 3 | 10 | 15 | 25 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
|
| 4 | 10 | 25 | 50 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
|
| S | 4 | 10 | 15 | 25 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
| N | 1 | 100 | 230 | 270 | mm/r | 0,13
|
0,14
|
0,17
|
0,21
|
0,27
|
0,33
|
0,37
|
0,43
|
| 2 | 100 | 220 | 270 | mm/r | 0,14
|
0,15
|
0,17
|
0,22
|
0,29
|
0,34
|
0,39
|
0,45
|
|
| 3 | 90 | 180 | 230 | mm/r | 0,13
|
0,14
|
0,16
|
0,20
|
0,28
|
0,33
|
0,38
|
0,44
|
|
| 4 | 90 | 130 | 200 | mm/r | 0,10
|
0,12
|
0,14
|
0,16
|
0,18
|
0,20
|
0,24
|
0,28
|
|
| Material
|
Cutting Speed
|
Inch | |||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 2 | 260 | 390 | 490 | IPR | .001
|
.001
|
.001
|
.002
|
.002
|
.002
|
.002
|
.003
|
| 3 | 30 | 50 | 80 | IPR | .001
|
.001
|
.001
|
.002
|
.002
|
.002
|
.002
|
.003
|
|
| 4 | 30 | 80 | 160 | IPR | .001
|
.001
|
.001
|
.002
|
.002
|
.002
|
.002
|
.003
|
|
| S | 4 | 30 | 50 | 80 | IPR | .001
|
.001
|
.001
|
.002
|
.002
|
.002
|
.002
|
.003
|
| N | 1 | 330 | 750 | 890 | IPR | .005
|
.006
|
.007
|
.008
|
.011
|
.013
|
.015
|
.017
|
| 2 | 330 | 720 | 890 | IPR | .006
|
.006
|
.007
|
.009
|
.011
|
.013
|
.015
|
.018
|
|
| 3 | 300 | 590 | 750 | IPR | .005
|
.006
|
.006
|
.008
|
.011
|
.013
|
.015
|
.017
|
|
| 4 | 300 | 430 | 660 | IPR | .004
|
.005
|
.006
|
.006
|
.007
|
.008
|
.009
|
.011
|
|
| Material
|
<="" td=""> | <="" td="" /> |
|||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 80 | 120 | 150 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
| 3 | 10 | 15 | 25 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
|
| 4 | 10 | 25 | 50 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
|
| S | 4 | 10 | 15 | 25 | mm/r | 0,01
|
0,02
|
0,03
|
0,04
|
0,05
|
0,05
|
0,06
|
0,07
|
| N | 1 | 100 | 230 | 270 | mm/r | 0,13
|
0,14
|
0,17
|
0,21
|
0,27
|
0,33
|
0,37
|
0,43
|
| 2 | 100 | 220 | 270 | mm/r | 0,14
|
0,15
|
0,17
|
0,22
|
0,29
|
0,34
|
0,39
|
0,45
|
|
| 3 | 90 | 180 | 230 | mm/r | 0,13
|
0,14
|
0,16
|
0,20
|
0,28
|
0,33
|
0,38
|
0,44
|
|
| 4 | 90 | 130 | 200 | mm/r | 0,10
|
0,12
|
0,14
|
0,16
|
0,18
|
0,20
|
0,24
|
0,28
|
|