Product Similar To: [Product Name]


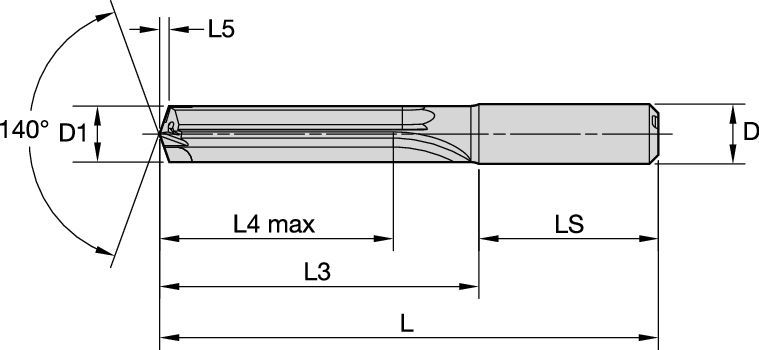
KenDrill™ TXD • 5 x D • Straight Fluted • Internal Coolant • Straight Shank • Metric
Solid Carbide Drill with PCD tip for Close Tolerances in Non-Ferrous Materials
Uses and application
Drilling
Corner Style: Corner Chamfer
 <="" td="">
<="" td=""> <="" td="" />
<="" td="" /> <="" td="" />
<="" td="" />