Product Similar To: [Product Name]

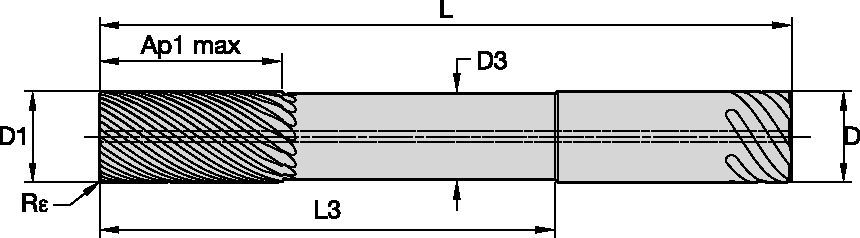
RSM II • Radiused • Multi-Flute • Internal Coolant • Necked • Safe-Lock™ Shank • Inch
RSM II Solid Carbide End Mill for Finishing of Stainless Steel and High Temperature Alloys
Features and benefits
- RSM II solid carbide end mills feature unequal flute spacing for chatter-free machining.
- Eccentric relief grind for higher cutting edge stability and higher feed rates.
- Designed for high-speed peel milling strategies with secure chip formation and chip evacuation in deep cavities.
Uses and application
Through Coolant - Solid End Mill
Helix Angle: 36°
Tool Dimensions: Flute Configuration: X (variable)
Corner Style: Corner Radius
Side Milling/Shoulder Milling: Fine Finishing
Side Milling/Shoulder Milling: Finishing
 <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />