
F4AW...WX — Punta esférica — Fresa de mango cónica — para generación de energía (4 canales, 38° helicoidal) • Sistema métrico
HARVI I • F4AW..AWL38-WX38 • Separación desigual entre canales • Punta esférica cónica
Features and benefits
- Corte al centro.
- La separación desigual entre los canales minimiza las vibraciones para un mecanizado más suave.
- Una herramienta para operaciones de acabado y desbaste para menos configuraciones.
- Fresado lateral, ranurado y fresado 3D.
Uses and application
Fresado lateral/Fresado en escuadra: Nariz de bola
Perfilado 3D
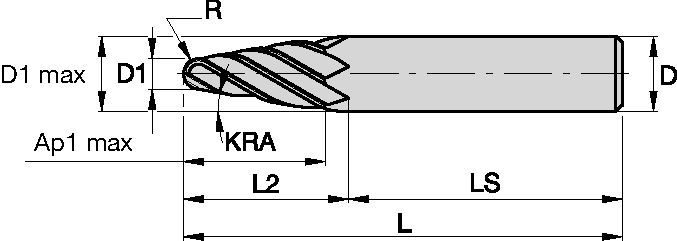
Dimensiones de la herramienta: Configuración del canal: 4
Ángulo de la hélice: 38°
 <="" td="">
<="" td=""> <="" td="" />
<="" td="" />