牌价
/每个
折扣
您的价格
/每个
出售时采用的包装 0调整以满足最小包装尺寸。
最小数量: 0调整以达到最低订单数量。
有库存这个产品不再供应较长交货期




Downloaded file will be available after import in the {{cadTool}} tool library.

| 物料号 | 1280481 |
| 公制样本编号 | K045TM1RW050STN11N |
| 英制样本编号 | K045TM1RW050STN11N |
| [D1] 有效的切削直径 | 11.43 mm |
| [D1] 有效的切削直径 | 0.45 in |
| [D]适配接头/刀柄/镗孔直径 | 12.7 mm |
| [D]适配接头/刀柄/镗孔直径 | 0.5 in |
| [D2] 钻体最大直径 | 8.89 mm |
| [D2] 钻体最大直径 | 0.35 in |
| [L] 总长 | 69.85 mm |
| [L] 总长 | 2.75 in |
| [L3] 可用长度 | 11.94 mm |
| [L3] 可用长度 | 0.47 in |
| 刀片数量 | 1 |
| 最大 RPM | 36825 |
| Gage 刀片 | STN11 |
通过创建解决方案计算速度和进给
创建解决方案后,只需选择进给和速度图标,我们的系统将提供建议。您可以通过添加您的机床和参数来定制信息,或者使用滑块进行调整。
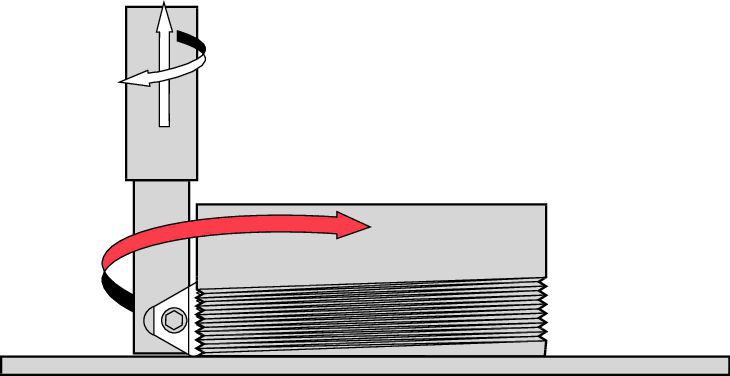 |  |
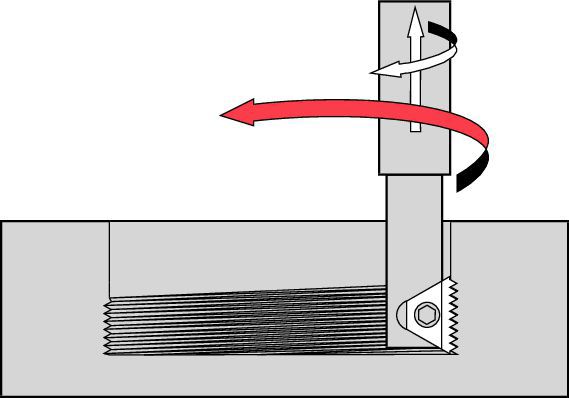
| 右旋螺纹……逆铣 | 左旋螺纹……逆铣 |
 |  |
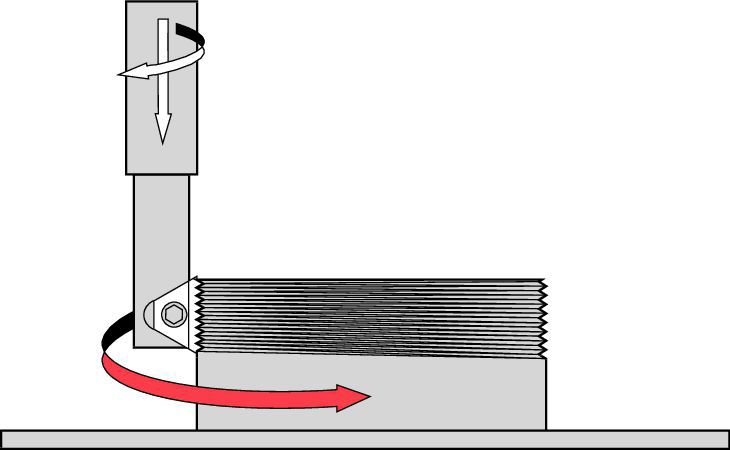
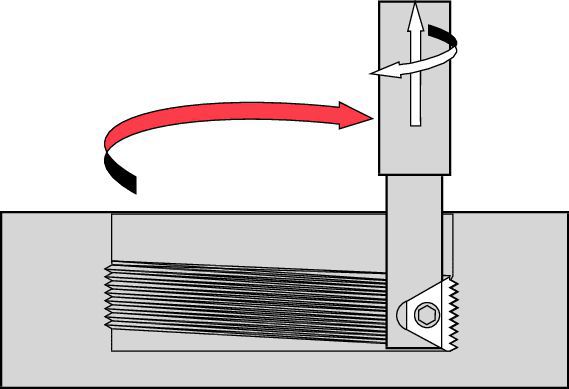
| 右旋螺纹……顺铣 | 左旋螺纹……顺铣 |
 |  |
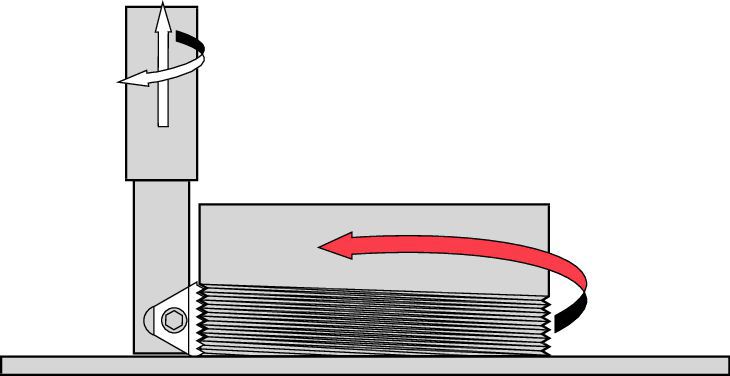
| 右旋螺纹……逆铣 | 左旋螺纹……逆铣 |
 | 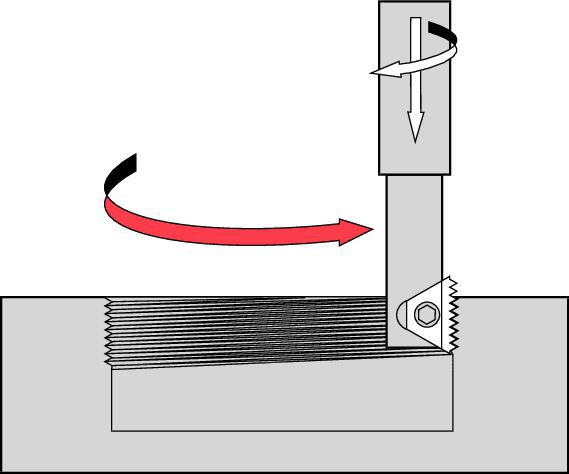 |
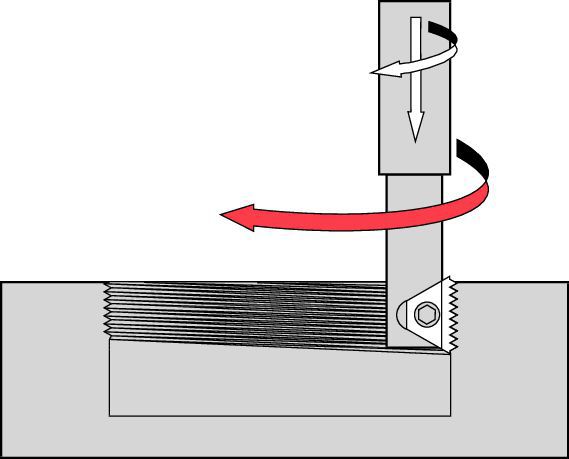
| 右旋螺纹……顺铣 | 左旋螺纹……顺铣 |
| 刀具 | TPI | 48 | 32 | 24 | 20 | 16 | 12 | 10 | 8 | 7 | 6 | 5.5 | 5 | 4.5 | 4.5 | 4 | 4 |
| 螺距(毫米) | 0,5 | 0,75 | 1,0 | 1,25 | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | – | 6,0 | – | |
| 刀具直径 (D1 mm) | 最小孔径 (D) (mm) | ||||||||||||||||
| K035TM1RW050-STN10 | 8.89 | 9.50 | 10.01 | 10.69 | 11.40 | ||||||||||||
| K045TM1RW050-STN11N | 11.43 | 11.99 | 12.50 | 13.21 | 13.89 | 14.50 | |||||||||||
| K049TM1RW037LT11S | 12.45 | 13.00 | 13.49 | 14.20 | 14.91 | 15.49 | |||||||||||
| K061TM1RW062-STN16T | 15.49 | 16.00 | 16.51 | 16.94 | 17.91 | 18.49 | 19.51 | ||||||||||
| K067TM2RW075-STN11D | 17.02 | 17.60 | 18.21 | 19.00 | 19.61 | 19.99 | 21.01 | ||||||||||
| K075TM1RW075-STN16T | 19.05 | 19.71 | 20.40 | 21.01 | 21.59 | 22.00 | 23.01 | ||||||||||
| K079TM1RW075-STN16N | 20.07 | 20.70 | 21.41 | 22.00 | 22.61 | 23.01 | 24.00 | ||||||||||
| K087TM1RW100-STN16L | 22.10 | 22.68 | 23.39 | 24.00 | 24.61 | 24.99 | 26.01 | ||||||||||
| K102TM2RW100-STN16D | 25.91 | 26.70 | 27.41 | 27.99 | 28.70 | 29.31 | 30.30 | ||||||||||
| K118TM1RW100-STN27N | 29.97 | 30.71 | 31.39 | 32.00 | 32.79 | 33.50 | 34.59 | 36.60 | 38.99 | 42.01 | 45.01 | 48.01 | |||||
| K146TM1RW125-STN27N | 37.08 | 38.00 | 38.61 | 39.50 | 40.41 | 41.00 | 42.01 | 43.99 | 46.48 | 49.00 | 51.99 | 55.50 | |||||
| K165TM2RW125-STN27D | 41.91 | 43.21 | 43.79 | 45.01 | 46.00 | 46.51 | 47.40 | 49.00 | 51.99 | 54.51 | 57.61 | 60.99 | |||||
| – | 1.38 (UN) | – | – | – | – | – | – | – | – | – | 50.01 | – | 46.81 | – | 44.60 | – | 56.59 |
| – | 1.38 (ISO) | – | – | – | – | – | – | – | – | – | 50.01 | 53.39 | 42.49 | 50.01 | – | 57.51 | – |
| – | 1.38 (BSW) | – | – | – | – | – | – | – | – | – | 49.81 | – | 46.51 | – | 47.40 | – | – |
| 刀具 | TPI | 48 | 32 | 24 | 20 | 16 | 12 | 10 | 8 | 7 | 6 | 5.5 | 5 | 4.5 | 4.5 | 4 | 4 |
| 螺距(mm) | 0,5 | 0,75 | 1,0 | 1,25 | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | – | 6,0 | – | |
| 刀具直径 (D1 mm) | 最小孔径 (D) (mm) | ||||||||||||||||
| K035TM1RW050-STN10 | 8,89 | 9,50 | 10,01 | 10,69 | 11,40 | ||||||||||||
| K045TM1RW050-STN11N | 11,43 | 11,99 | 12,50 | 13,21 | 13,89 | 14,50 | |||||||||||
| K049TM1RW037LT11S | 12,45 | 13,00 | 13,49 | 14,20 | 14,91 | 15,49 | |||||||||||
| K061TM1RW062-STN16T | 15,49 | 16,00 | 16,51 | 16,94 | 17,91 | 18,49 | 19,51 | ||||||||||
| K067TM2RW075-STN11D | 17,02 | 17,60 | 18,21 | 19,00 | 19,61 | 19,99 | 21,01 | ||||||||||
| K075TM1RW075-STN16T | 19,05 | 19,71 | 20,40 | 21,01 | 21,59 | 22,00 | 23,01 | ||||||||||
| K079TM1RW075-STN16N | 20,07 | 20,70 | 21,41 | 22,00 | 22,61 | 23,01 | 24,00 | ||||||||||
| K087TM1RW100-STN16L | 22,10 | 22,68 | 23,39 | 24,00 | 24,61 | 24,99 | 26,01 | ||||||||||
| K102TM2RW100-STN16D | 25,91 | 26,70 | 27,41 | 27,99 | 28,70 | 29,31 | 30,30 | ||||||||||
| K118TM1RW100-STN27N | 29,97 | 30,71 | 31,39 | 32,00 | 32,79 | 33,50 | 34,59 | 36,60 | 38,99 | 42,01 | 45,01 | 48,01 | |||||
| K146TM1RW125-STN27N | 37,08 | 38,00 | 38,61 | 39,50 | 40,41 | 41,00 | 42,01 | 43,99 | 46,48 | 49,00 | 51,99 | 55,50 | |||||
| K165TM2RW125-STN27D | 41,91 | 43,21 | 43,79 | 45,01 | 46,00 | 46,51 | 47,40 | 49,00 | 51,99 | 54,51 | 57,61 | 60,99 | |||||
| – | 35,05 (UN) | – | – | – | – | – | – | – | – | – | 50,01 | – | 46,81 | – | 44,60 | – | 56,59 |
| – | 35,05 (ISO) | – | – | – | – | – | – | – | – | – | 50,01 | 53,39 | 42,49 | 50,01 | – | 57,51 | – |
| – | 35,05 (BSW) | – | – | – | – | – | – | – | – | – | 49,81 | – | 46,51 | – | 47,40 | – | – |
| 工件材料 | 切削速度 | 每转进给量 (mm) |
| KC635M | ||
| 碳钢 187 HB | 90–210 | 0,10–0,20 |
| 碳钢 187–220 HB | 90–150 | 0,10–0,15 |
| 合金钢 200–250 HB | 60–130 | 0,10–0,15 |
| 合金钢 250–325 HB | 50–90 | 0,10–0,15 |
| 不锈钢,奥氏体 210 HB | 90–140 | 0,10–0,15 |
| 不锈钢,马氏体 321 HB | 80–110 | 0,05–0,15 |
| 不锈钢,铁素体 245 HB | 110–170 | 0,05–0,10 |
| 铸铁 140 HB | 110–170 | 0,05–0,15 |
| 铸铁 220 | 70–130 | 0,05–0,10 |
| 钛合金 | 60–120 | 0,03–0,08 |
| 高温合金(镍基和铁基) | 20–45 | 0,03–0,05 |
| 高温合金(钴基) | 15–30 | 0,03–0,05 |
| 铸铁 | 80–110 | 0,05–0,15 |
| 可锻铸铁 | 80–120 | 0,03–0,08 |
| 工件材料 | 切削速度 | 每转进给量 (mm) |
| KC635M | ||
| 碳钢 187 HB | 90–210 | 0.10–0.20 |
| 碳钢 187–220 HB | 90–150 | 0.10–0.15 |
| 合金钢 200–250 HB | 60–130 | 0.10–0.15 |
| 合金钢 250–325 HB | 50–90 | 0.10–0.15 |
| 不锈钢,奥氏体 210 HB | 90–140 | 0.10–0.15 |
| 不锈钢,马氏体 321 HB | 80–110 | 0.05–0.15 |
| 不锈钢,铁素体 245 HB | 110–170 | 0.05–0.10 |
| 铸铁 140 HB | 110–170 | 0.05–0.15 |
| 铸铁 220 | 70–130 | 0.05–0.10 |
| 钛合金 | 60–120 | 0.03–0.08 |
| 高温合金(镍基和铁基) | 20–45 | 0.03–0.05 |
| 高温合金(钴基) | 15–30 | 0.03–0.05 |
| 铸铁 | 80–110 | 0.05–0.15 |
| 可锻铸铁 | 80–120 | 0.03–0.08 |
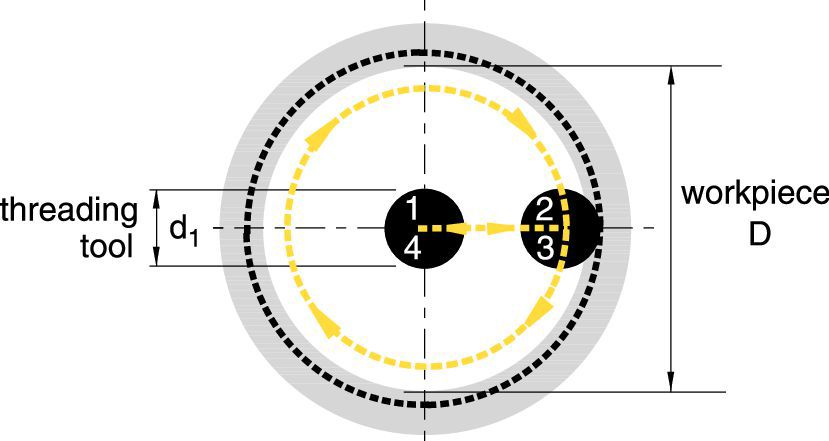
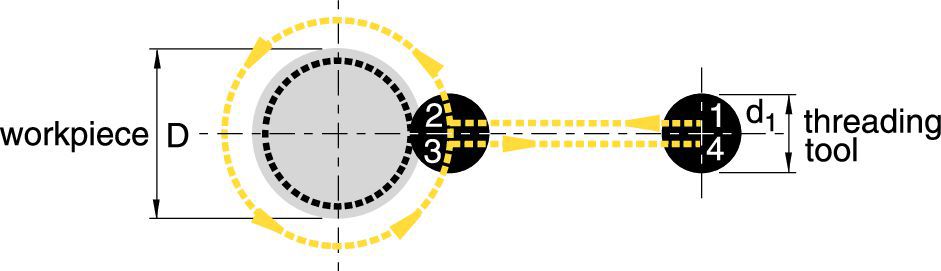
| 1–2: | 径向进刀 |
| 2–3: | 在一个完整轨迹内 (360°)以螺旋状运动 |
| 3–4: | 径向退刀 |
| P1 = F1 + | (F1 x d1) | 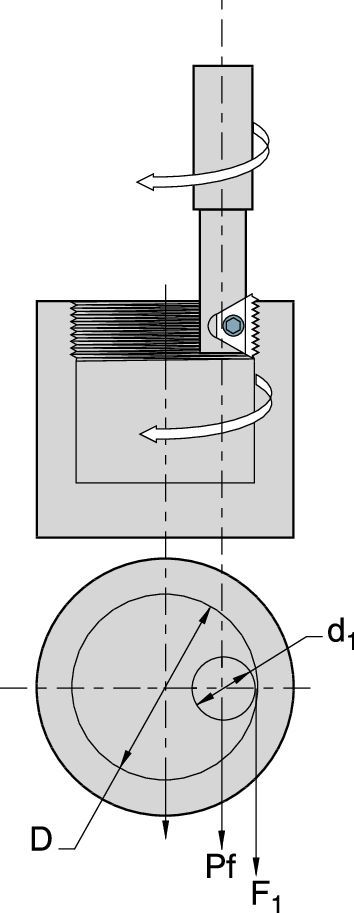 |  |
| D | 外螺纹 | 内螺纹 | |
| P1 = 编程进给率 (mm/min) D = 大径(外螺纹) D = 小径(内螺纹) d1 = 切削直径,刀片上 | 刀具 工件 | ||
| F1 = fz x Z x n | RPM = | 12 x SFM | |
| π x d 1 | |||
| character name="tab"/>F1 = 切削刃部位的刀具进给率(in/min) fz = 每齿英寸数(进给率) Z = 刀具内的有效刀片数 n = 转动速度 (主轴 RPM) | SFM = 切削速度,每分钟表面英尺数 d1 = 刀具直径,刀片上 π = 3.1416 | ||
 |  |
| 内螺纹 | 外螺纹 |
| pitch (TPI) | 24 | 20 | 16 | 12 |
| pitch mm | 1,0 | 1,25 | 1,5 | 2,0 |
| cutter dia. d1 | minimum bore diameter D | |||
| .67 | .748 | .772 | .787 | .827 |
| .75 | .827 | .850 | .866 | .906 |
| .79 | .866 | .890 | .906 | .945 |
| 刀片IC | a (mm) | 螺距(TPI) | 内螺纹 | b | 牙数 | 刀片材质 | 外螺纹 | b | 牙数 | 刀片材质 | 刀具类型 | ||
| 目录编号 | KC610M | KC620M | 目录编号 | KC610M | KC620M | ||||||||
| 32 | STN16 32UN-I | 14,99 | 19 | STN16 32UN-E | 14,99 | 19 | |||||||
| 28 | STN16 28UN-I | 14,48 | 16 | STN16 28UN-E | 14,48 | 16 | |||||||
| 27 | STN16 27UN-I | 14,22 | 15 | STN16 27UN-E | 14,22 | 15 | |||||||
| 24 | STN16 24UN-I | 13,97 | 14 | STN16 24UN-E | 14,73 | 14 | |||||||
| 9,53 | 16 | 20 | STN16 20UN-I | 13,97 | 11 | STN16 20UN-E | 13,97 | 11 | STN16 | ||||
| 18 | STN16 18UN-I | 14,22 | 10 | STN16 18UN-E | 14,22 | 10 | |||||||
| 16 | STN16 16UN-I | 14,22 | 9 | STN16 16UN-E | 14,22 | 9 | |||||||
| 14 | STN16 14UN-I | 14,48 | 8 | STN16 14UN-E | 14,48 | 8 | |||||||
| 13 | STN16 13UN-I | 13,72 | 7 | STN16 13UN-E | 13,72 | 7 | |||||||
| 12 | STN16 12UN-I | 14,73 | 7 | STN16 12UN-E | 14,73 | 7 | |||||||
| 螺距(TPI) | 24 | 20 | 16 | 12 |
| 螺距(mm) | 1,0 | 1,25 | 1,5 | 2,0 |
| 刀具直径 d1 | 最小孔径 D | |||
| 17,02 | 19,00 | 19,61 | 19,99 | 21,01 |
| 19,05 | 21,01 | 21,59 | 22,00 | 23,01 |
| 20,07 | 22,00 | 22,61 | 23,01 | 24,00 |
| 刀片IC | a inch (mm) | pitch (TPI) | 内螺纹 | b | 牙数 | 刀片材质 | external thread | b | 牙数 | 刀片材质 | 刀具类型 | ||
| 目录编号 | KC610M | KC620M | 目录编号 | KC610M | KC620M | ||||||||
| 32 | STN16 32UN-I | .59 | 19 | STN16 32UN-E | .59 | 19 | |||||||
| 28 | STN16 28UN-I | .57 | 16 | STN16 28UN-E | .57 | 16 | |||||||
| 27 | STN16 27UN-I | .56 | 15 | STN16 27UN-E | .56 | 15 | |||||||
| 24 | STN16 24UN-I | .55 | 14 | STN16 24UN-E | .58 | 14 | |||||||
| 3/8 | .63 (16) | 20 | STN16 20UN-I | .55 | 11 | STN16 20UN-E | .55 | 11 | STN16 | ||||
| 18 | STN16 18UN-I | .56 | 10 | STN16 18UN-E | .56 | 10 | |||||||
| 16 | STN16 16UN-I | .56 | 9 | STN16 16UN-E | .56 | 9 | |||||||
| 14 | STN16 14UN-I | .57 | 8 | STN16 14UN-E | .57 | 8 | |||||||
| 13 | STN16 13UN-I | .54 | 7 | STN16 13UN-E | .54 | 7 | |||||||
| 12 | STN16 12UN-I | .58 | 7 | STN16 12UN-E | .58 | 7 | |||||||
| Calculate the feed rates: | |||||
| First, find the RPM. | |||||
| RPM = | 12 x SFM | = | 12 x 500 | = | 2418 RPM |
| π x d1 | 3.14 x .79 | ||||
| Next, calculate the feed rate at the insert cutting edge (F1): | |||||
| (using the chosen feed per tooth of .004.) | |||||
| F1 = | IPT x nt x RPM | = | .004 X 1 X 2418 | = | 9.67 in/min |
| Finally, calculate the feed rate at the cutter centerline (F2): | |||||
| F2 = | F1 x (D - d1) | = | 9.67 x (1.182 - .79) | = | 3.207 in/min |
| D | 1.182 | ||||
| Select the thread milling method. | |||||
| Climb milling (preferred) see page . | |||||
| Calculate the radius of the tangential arc Re: | |||||
| Re = | (Ri - CL)2 + R02 | = | (.591 - .02)2 + .6252 | ||
| 2Ro | 2 x .625 | ||||
| Re = | .573333 in. | ||||
| Calculate the angle (β): | |||||
| β = | 90° + arc sin | Ro - Re | |||
| Re | |||||
| β = | 90° + arc sin | .625 - .573333 | |||
| .57333 | |||||
| β = | 90° + 5.17° | = | 95.17° | = | 95° 10' |
| Calculate the movement along the Z-axis during the entry approach from point “A” to point “B” (Zα). | |||||
| Zα= P (英寸) x | α° | = | .0625 | = | .0156 in, because α = 90° |
| 360° | 4 | ||||
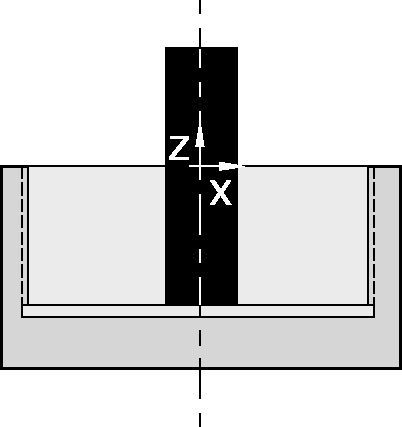
| Calculate the “X” and “Y” values at the start of the entry approach. | |||||
| X = 0Y = -Ri + CL = -.591 + .02 = - .571 in. | |||||
| Define Z-axis location at the start of the entry approach. (NOTE: L = length of thread) | |||||
| Z = - (L + Zα) = - (.50 + .0156) = - .5156 in. | |||||
| Define the starting point. | |||||
| Xa = 0 | |||||
| Ya = 0 | |||||
| 计算进给率: | |||||
| 首先,确定 RPM 值。 | |||||
| RPM = | 1000 x Vc | = | 1000 x 150 | = | 2387 RPM |
| π x d1 | π x 20 | ||||
| 接下来,计算切削刃部位的进给率 (F1): | |||||
| (使用选定的 0,1mm 每齿进给量参数) | |||||
| F1 = | Fz x Z x N | = | 0,1 X 1 X 2387 | = | 238,7 mm/min |
| 最后,计算刀具中心线部位的进给率 (F2): | |||||
| F2 = | F1 x (D - d1) | = | 238,7 x (30 | = | 79,57 mm/min |
| D | 30 | ||||
| 选择螺纹铣削法。 | |||||
| 顺铣(推荐)参看页面W48。 | |||||
| 计算切向圆弧半径 Re: | |||||
| Re = | (Ri - CL)2 + RO2 | = | (15 | ||
| 2 x RO | 2 x 15,875 | ||||
| Re = | 14,55mm | ||||
| 计算角度 (β): | |||||
| β = | 90° + arc sin | Ro - Re | |||
| Re | |||||
| β = | 90° + arc sin | 15,875 - 14,55 | |||
| 14,55 | |||||
| β = | 90° + 5.17° | = | 95,2° | = | 95° 12' |
| 计算从“A”点开始进刀至 “B”点(Za)期间,在 Z 轴方向的移动量。 | |||||
| Zα= P (mm) x | α° | = | 1,578 | = | 0,394mm 因为 α = 90° |
| 360° | 4 | ||||
| 计算在进刀初始时的 “X”和 “Y”值。 | |||||
| X = 0Y = Ri + CL = 15 + 0,5 = 15,5mm | |||||
| 确定在进刀初始时在 Z 轴上的位置。(注:L = 螺纹长度) | |||||
| Z = (L + Zα) = 12,7 + 0,3945 = 13,0945mm | |||||
| 确定起点。 | |||||
| Xa = 0 | |||||
| Ya = 0 | |||||
| 数控编程 (Fanuc 11M) | |||
| % | |||
| N10G90G00G57X0.000Y0.000 | |||
| N20G43H10Z0.M3S2417 | |||
| N30G91G00X0.Y0.Z–0.5156 | |||
| N40G41D60X0.000Y–0.5710Z0. | |||
| N50G03X0.6250Y0.5710Z0.0156R0.5733F3.206 | |||
| N60G03X0.Y0.Z0.0625I–0.625J0. | |||
| N70G03X–0.625Y0.5710Z0.0156R0.5733 | |||
| N80G00G40X0.Y–0.5710Z0. | |||
| N90G49G57G00Z8.0M5 | |||
| N100M30 | |||
| % | |||
| Ri = | D | RO = | DO |
| 2 | 2 | ||
| D = 小径 | DO = 公称直径 | ||
| α 90° | |||
 | |||
 | |||
| 附录 A | |
| 内螺纹铣削公式的推导公式 | |
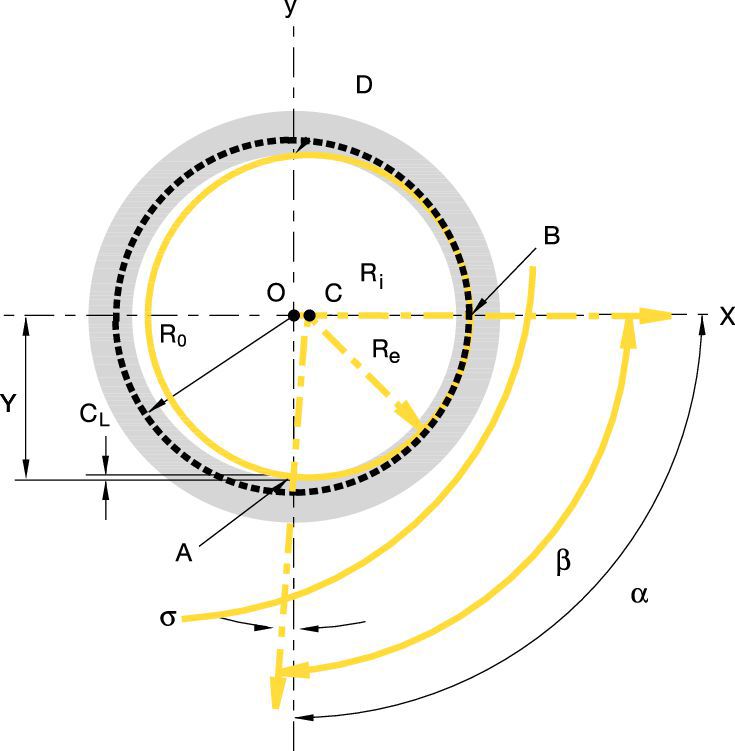
| Re, β, 和 X 可以根据进刀路径的几何分析得出结果。 | |
| 这个进刀路径是由刀具以 C 点为圆心,以 Re 为半径作的圆周运动路径 确定的。 | |
| R e = | (R i - C L) 2 + R o2 |
| 2R o | |
| OAC 三角可以帮助简化 Re 值的计算过程。 | |
| OA = Ri – CL CA = Re OC = Ro – Re | |
| 毕达哥拉斯定律表明:OA2 + OC2 = AC2 | |
| 在替换实值后,我们得出结果: | |
| (R i - C L) 2 + (R o - R e) 2 = R e2 | |
| 简化计算过程,我们得出计算结果: | |
| R e = | (R i - C L) 2 + R o2 |
| 2R 0 | |
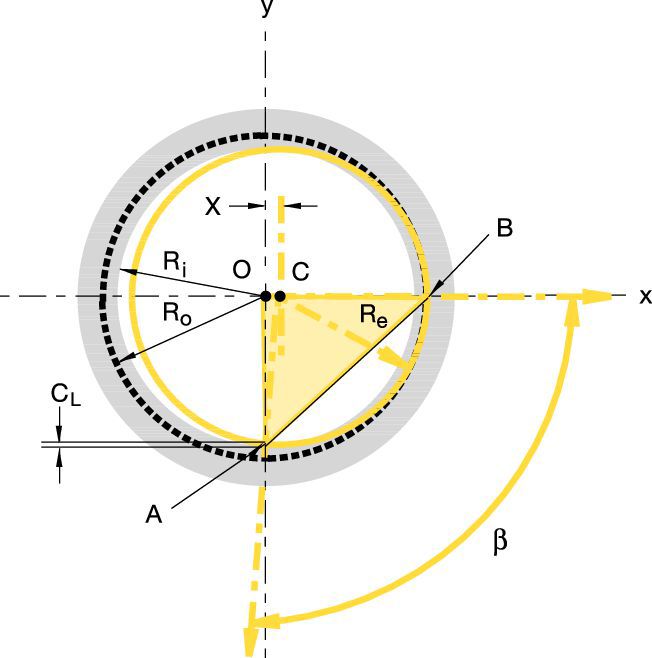 | |
| 求 β角 数值。 | |||
| 使用相同三角形可以轻易求得 β 值: | |||
| sin β = | AO | = | (Ro + CL) |
| AC | Re | ||
| β = arc sin | ( | Ro + CL | ) |
| Re | |||
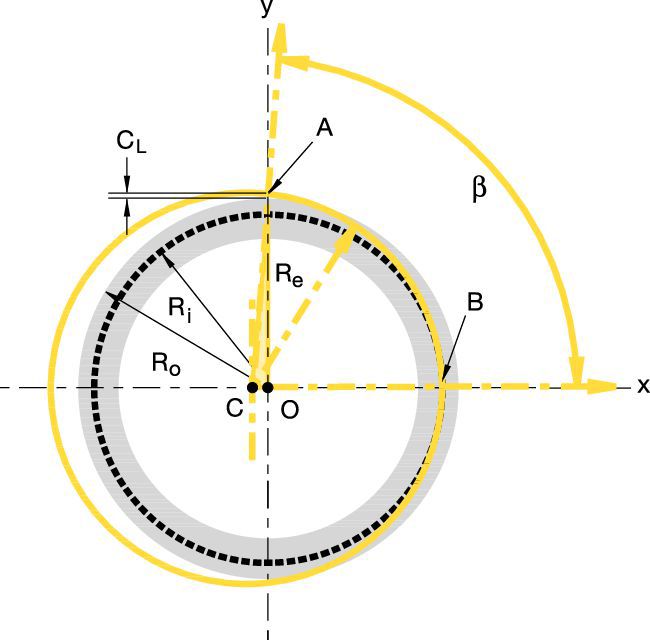 | |||
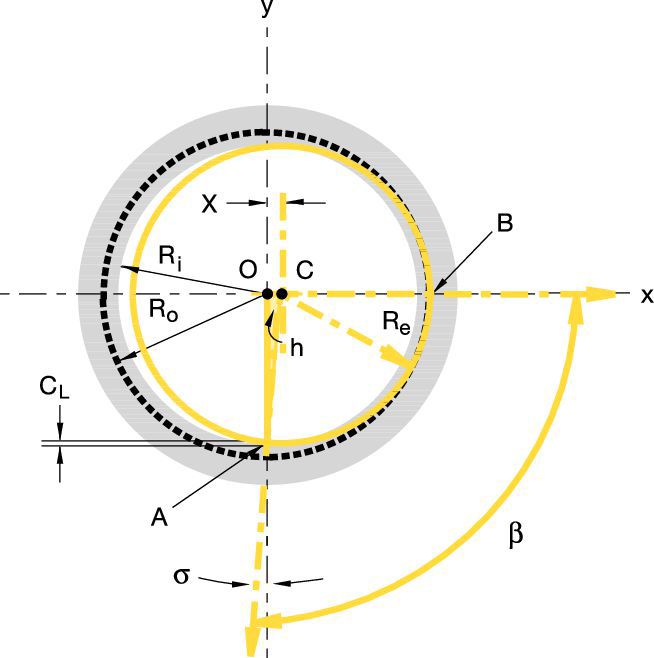
| 附录 B | |
| 外螺纹铣削公式的推导公式 | |
| Re, β, 和 X 值可以根据进刀路径的几何分析得出结果。 | |
| 这个进刀路径是由刀具以 C 点为圆心,以 Re 为半径作的圆周运动路径 确定的。 | |
| R e = | (R o - C L) 2 + R i2 |
| 2R i | |
| OAC 三角可以帮助简化 Re 值的计算过程。 | |
| OA = Ro – CL CA = Re OC = Re – Ri | |
| 毕达哥拉斯定律表明:OA2 + OC2 = AC2 | |
| 在替换实值后,我们得出结果: | |
| (R o - C L) 2 + (R e - R i) 2 = R e2 | |
| 简化计算过程,我们得出计算结果: | |
| R e = | (R o - C L) 2 + R i2 |
| 2R i | |
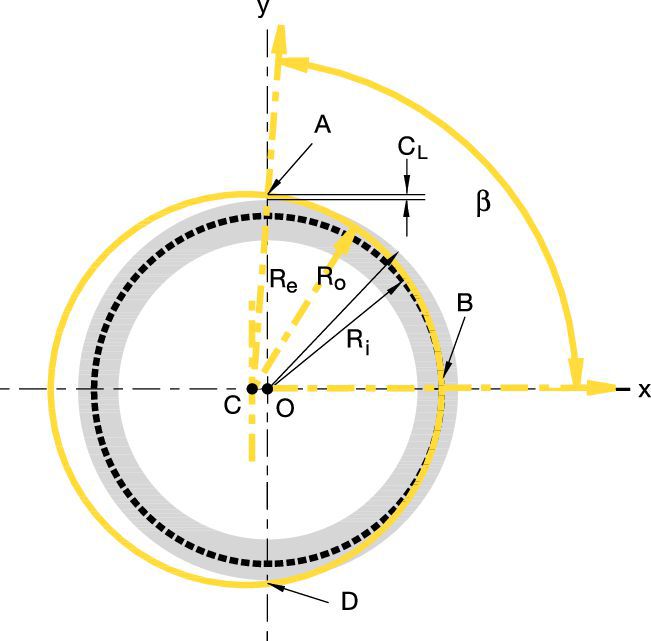 | |
| 求 β角 数值。 | ||||
 | ||||
| sin | 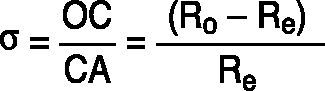 | |||
 | = arc sin | ( | Ro - Re | ) |
| Re | ||||
| 因此,β = 90° + arc sin | ( | Ro - Re | ) | |
| Re | ||||
 | ||||
| 故障 | 形成原因 | 解决方案 | |
| 刀片侧面磨损过度 |  | • 切削速度过高。 | • 降低切削速度。 |
| • 切屑过薄。 | • 提高进给率。 | ||
| • 冷却液流量不够。 | • 增加冷却液流量/压力。 | ||
| 切削刃崩刃 |  | • 切屑过厚。 | • 降低进给率。 • 使用切向圆弧进刀法。 • 提高转速(RPM)。 |
| • 振动。 | • 检查刚性。 | ||
| 切屑刃部位出现积屑瘤 |  | • 切削速度过低。 | • 增加切削速度。 |
| • 切屑厚度过薄。 | • 提高进给率。 | ||
| 振刀/振动 | • 进给率过高。 | • 降低进给率。 | |
| • 牙型过深(粗齿螺纹)。 | • 两次走刀,每次增加切削深度。 • 两次走刀,每次仅完成一半螺纹深度 的加工。 | ||
| • 螺纹长度过长。 | • 两次走刀,每次仅完成一半螺纹深度 的加工。 | ||
| 螺纹精度低 | • 刀具变形。 | • 降低进给率。 • 进行一次零位切削。 | |
| 螺纹标记 | 标准名称 | 公差等级 |
| UN | ANSI B 1.174 | 2A/2B |
| UNJ | MIL-S-8879A | 3A/3B |
| ISO | R262 (DIN 13) | 6g/6H |
| NPT | USAS B2.1 :1968 | 标准 NPT |
| NPTF | ANSI B 1.20.3-1976 | 标准精度 |
| BSW | B.S.84 :1956, DIN 259, ISO 228/1 :1982 | 一般类别 A |
| BSPT | B.S.21 :1985 | 标准 BSPT |
| ACME | ANSI B1/5 :1988 | 3G |
| PG | DIN 40430 | 标准精度 |
| TR | DIN 103 | 7e/7H |
I have read and accepted the Terms & Conditions of use









ISO Catalog
ANSI Catalog
to find similar products.Please select a file to download
Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO Catalog | Grade |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?