
B271Z_HP (15 x D) • KCMS20 • Chwyt Z • Wiertła HP do głębokich otworów
Wiertła węglikowe do głębokich otworów Beyond • Wiele materiałów • Wewnętrzne chłodzenie
Właściwości i zalety
- Wiertła HP z węglika spiekanego do wiercenia głębokich otworów w stalach, żeliwach i materiałach nieżelaznych z wewnętrznym doprowadzaniem chłodziwa.
- Wiertła SC do określonych zastosowań umożliwiają wiercenie głębokich otworów do 15 x D aż do 4 razy szybciej w porównaniu z konwencjonalnymi wiertłami ze stali szybkotnącej i wiertłami lufowymi.
- Najszerszy zakres średnic na rynku 2,383–16 mm (0.0938–0.6299″).
- Geometria wierzchołka KMH jest dostępna jako produkt półstandardowy w zastosowaniach związanych z obróbką wałów korbowych.
- Gatunek KCPK20™ (B27_HPG) z powłoką na bazie AlCrN-TiAlN zapewnia wyjątkową odporność na zużycie. Nowy, wyjątkowo drobnoziarnisty węglik zapewnia niezawodność procesu przy wysokich wartościach posuwu podczas obróbki stali i żeliwa.
- Niepowlekany gatunek KN25™ Beyond (B27_HPS) o doskonale wypolerowanej powierzchni zapewnia lepsze odprowadzanie wiórów i zapobiega tworzeniu się narostu na ostrzu podczas obróbki aluminium i stopów żaroodpornych nawet w przypadku stosowania chłodziwa pod niskim ciśnieniem lub smarowania mgłą olejową (MQL).
Zastosowania
Drilling: Stacked Plates
Drilling
Drilling: Inclined Exit
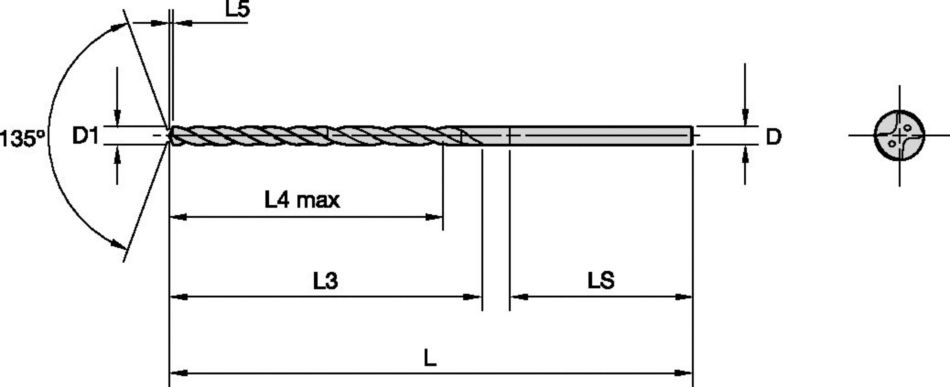
Tool Dimensions: 2flute/4margin/coolant
DIN number 6535
Drilling - Through Coolant
Through Coolant: MQL (Minimum Quantity Lubricant): Drilling
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°
Drilling: Cross-Hole Drilling
 <="" td="">
<="" td=""> <="" td="" />
<="" td="" />