Frezy do rowków 90° LN • Typ B • Mocowanie nasadzane • Frezowanie bocznej powierzchni przyłożenia • Frezy do wąskich rowków • Metryczne
Frezy do wąskich rowków • Typ B, mocowanie nasadzane
Właściwości i zalety
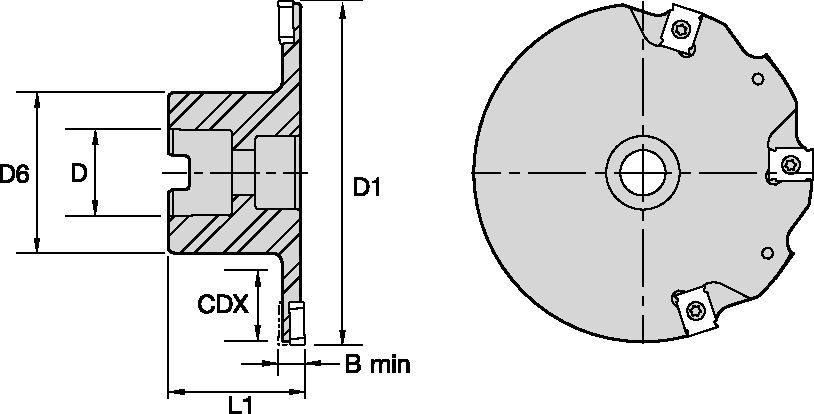
- Zakres szerokości rowków: 6–11 mm.
- Łatwa regulacja szerokości za pomocą grubości płytki.
- Wersje prawe i do frezowania bocznej powierzchni przyłożenia.
- Standardowo dostarczane są płytki neutralne i pozytywowe z łamaczem wióra.
- Cztery krawędzie skrawające płytki.
- Wymagają tylko jednej części zamiennej.
- Kąt ustawienia płytki: 2°.
- Maksymalna tolerancja rowka: +/-0,05 mm.
Zastosowania
Slotting: Side with AE/AP dimensions
 <="" td="">
<="" td="">