List Price
/each
Discount
Your Price
/each
Sold in pkg. of 0Adjusted to meet the minimum package size.
Minimum qty: 0Adjusted to meet the minimum quantity requirement.
In StockThis item is no longer availableLonger Delivery






 Trochoidal Milling
Trochoidal Milling Ramping: Blank
Ramping: Blank Side Milling/Shoulder Milling: Square End
Side Milling/Shoulder Milling: Square End Tool Dimensions: Flute Configuration: 6
Tool Dimensions: Flute Configuration: 6 Helix Angle: 38°
Helix Angle: 38° Corner Style: Corner Radius
Corner Style: Corner Radius Corner Style: Square End
Corner Style: Square EndDownloaded file will be available after import in the {{cadTool}} tool library.
| Material Number | 5351811 |
| ISO Catalog ID | UJDE375J6CRA |
| ANSI Catalog ID | UJDE375J6CRA |
| Grade | KCSM15 |
| Adapter Style Machine Side | Straight-Cylindrical |
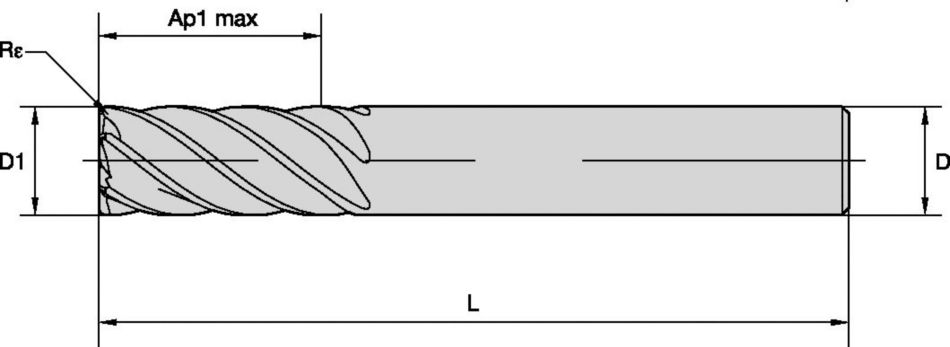
| [Re] Corner Radius | 0.381 mm |
| [Re] Corner Radius | .015 in |
| [Z] Number of Flutes | 6 |
| [D1] Effective Cutting Diameter | 9.525 mm |
| [D1] Effective Cutting Diameter | .375 in |
| [D] Adapter / Shank / Bore Diameter | 9.525 mm |
| [D] Adapter / Shank / Bore Diameter | .375 in |
| [AP1MAX] 1st Maximum Cutting Depth | 25.4 mm |
| [AP1MAX] 1st Maximum Cutting Depth | 1 in |
| [L] Overall Length | 76.2 mm |
| [L] Overall Length | 3 in |
Trochoidal MillingRamping: BlankSide Milling/Shoulder Milling: Square EndTool Dimensions: Flute Configuration: 6Helix Angle: 38°Corner Style: Corner RadiusCorner Style: Square EndCreate Solution to calculate Feeds and Speeds
After creating a solution just choose the Feeds & Speeds icon and our system will provide recommendations. You can customize the information by adding your machine and specifications or make adjustments using the sliders.
| Parmak freze toleransları | |||
| D1 | Tolerans | D | Tolerans h6 + / - |
| All | +.000/- .002" | ≤1/8" | +0/-.00024" |
| +0/-.00031" | |||
| +0/-.00035" | |||
| +0/-.00043" | |||
| 0/.00051" | |||
| Malzeme grubu |  | KCSM15A | Recommended feed per tooth (IPT = inch/th) for side milling. | ||||||||||
| Kesme hızı | D1 | ||||||||||||
| frac. | 3/8 | 1/2 | 5/8 | 3/4 | 1 | 1 1/4 | 1 1/2 | ||||||
| ap | ae | min | max | dec. | 0.3750 | 0.5000 | 0.6250 | 0.7500 | 1.0000 | 1.2500 | 1.5000 | ||
| P | 4 | Ap max | 0.4 x D | 300 | 490 | IPT | 0.0020 | 0.0026 | 0.0030 | 0.0034 | 0.0039 | 0.0040 | 0.0040 |
| 5 | Ap max | 0.4 x D | 200 | 330 | IPT | 0.0018 | 0.0023 | 0.0027 | 0.0031 | 0.0036 | 0.0039 | 0.0039 | |
| M | 1 | Ap max | 0.4 x D | 300 | 380 | IPT | 0.0023 | 0.0029 | 0.0034 | 0.0039 | 0.0045 | 0.0048 | 0.0048 |
| 2 | Ap max | 0.4 x D | 200 | 260 | IPT | 0.0018 | 0.0023 | 0.0027 | 0.0031 | 0.0036 | 0.0039 | 0.0039 | |
| 3 | Ap max | 0.4 x D | 200 | 230 | IPT | 0.0015 | 0.0019 | 0.0022 | 0.0025 | 0.0028 | 0.0029 | 0.0029 | |
| S | 1 | Ap max | 0.4 x D | 160 | 300 | IPT | 0.0023 | 0.0029 | 0.0034 | 0.0039 | 0.0045 | 0.0048 | 0.0048 |
| 2 | Ap max | 0.4 x D | 80 | 160 | IPT | 0.0012 | 0.0015 | 0.0018 | 0.0021 | 0.0024 | 0.0026 | 0.0026 | |
| 3 | Ap max | 0.4 x D | 80 | 130 | IPT | 0.0012 | 0.0015 | 0.0018 | 0.0021 | 0.0024 | 0.0026 | 0.0026 | |
| 4 | Ap max | 0.4 x D | 160 | 200 | IPT | 0.0017 | 0.0021 | 0.0025 | 0.0028 | 0.0033 | 0.0036 | 0.0036 | |
| H | 1 | Ap max | 0.4 x D | 260 | 460 | IPT | 0.0020 | 0.0026 | 0.0030 | 0.0034 | 0.0039 | 0.0040 | 0.0040 |
| 2 | Ap max | 0.4 x D | 230 | 390 | IPT | 0.0015 | 0.0019 | 0.0022 | 0.0025 | 0.0028 | 0.0029 | 0.0029 | |
|  | |||||||||||
| Dik kenar frezeleme (A) | KCSM15 | Recommended feed per tooth (IPT=inch/th) for side milling. | ||||||||||
| Kesme hızı | D1 | |||||||||||
| frac. | 3/8 | 1/2 | 5/8 | 3/4 | 1 | 1 1/4 | ||||||
| Malzeme grubu | ap | ae | min | max | dec. | .3750 | .5000 | .6250 | .7500 | 1.0000 | 1.2500 | |
| P | 4 | Ap max | 0.06 x D | 560 | 940 | IPT | .0025 | .0031 | .0036 | .0040 | .0046 | .0048 |
| 5 | Ap max | 0.06 x D | 370 | 620 | IPT | .0022 | .0028 | .0033 | .0037 | .0043 | .0047 | |
| M | 1 | Ap max | 0.06 x D | 560 | 720 | IPT | .0027 | .0035 | .0041 | .0046 | .0054 | .0058 |
| 2 | Ap max | 0.06 x D | 370 | 500 | IPT | .0022 | .0028 | .0033 | .0037 | .0043 | .0047 | |
| 3 | Ap max | 0.06 x D | 370 | 440 | IPT | .0018 | .0023 | .0027 | .0030 | .0034 | .0035 | |
| S | 1 | Ap max | 0.06 x D | 310 | 560 | IPT | .0027 | .0035 | .0041 | .0046 | .0054 | .0058 |
| 2 | Ap max | 0.06 x D | 160 | 250 | IPT | .0015 | .0018 | .0022 | .0025 | .0029 | .0032 | |
| 3 | Ap max | 0.06 x D | 160 | 250 | IPT | .0015 | .0018 | .0022 | .0025 | .0029 | .0032 | |
| 4 | Ap max | 0.06 x D | 310 | 370 | IPT | .0020 | .0026 | .0030 | .0034 | .0040 | .0043 | |
| H | 1 | Ap max | 0.06 x D | 500 | 870 | IPT | .0025 | .0031 | .0036 | .0040 | .0046 | .0048 |
I have read and accepted the Terms & Conditions of use




ISO Catalog Number
ANSI Catalog Number
to find similar products.Please select a file to download
Models
Product data
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO Catalog Number | Grade |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?