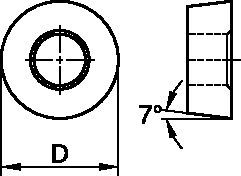
RCMX
Inserts
Характеристики и преимущества
Kennametal stocks a complete line of standard inserts for wheel and axle machining. Inserts are available in various styles, sizes, and grades.
Wheel boring — moulded chipbreaker inserts in round, square, octagon, and regrindable inserts.
Axle turning — triangle- and diamond-shaped inserts with chipbreakers.
Wheel turning — rectangular and square styles, with or without moulded chipbreakers.
Wheel turning — round buttons with centre hole for locking.