Product Similar To: [Product Name]

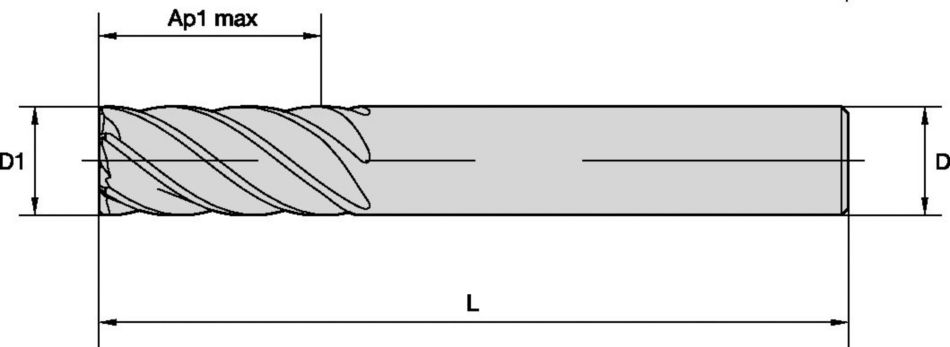
HARVI™ III • Square End • 6 Flutes • Plain Shank • Inch
HARVI™ III Solid Carbide End Mill for High Feed Roughing and Finishing with Maximum Metal Removal Rates
Features and benefits
- Versatile solid carbide end mill for steels, stainless steel, and high-temperature alloys with excellent surfaces.
- HARVI™ III solid carbide end mills cover a variety of operations, including dynamic milling.
- HARVI™ III solid carbide end mills feature unequal flute spacing for chatter-free machining at highest feed rates.
- Eccentric relief grind for higher edge stability and higher feed rates.
- Centre cutting for plunging and ramping operations.
Uses and application
Trochoidal Milling
Ramping: Blank
Side Milling/Shoulder Milling: Square End
Tool Dimensions: Flute Configuration: 6
Helix Angle: 38°
Corner Style: Corner Radius
Corner Style: Square End

