Hoş Geldiniz
Lütfen tercihlerinizi onaylayın
Tercihleri Güncelle
Ürün Önerileri
Product Family suggestions
Merhaba, User Name
Seçtiğiniz Hesap:
There is an issue with your account. Please contact customer support.
Sold To Account
Hesabı Değiştir
Ship To Account
Hesabı Değiştir
- Kontrol Paneli
- Siparişleri Yönet
- Kanalları Yönet
- Adres Defteri
-
Bildirimler
Tümünü okundu olarak işaretle - Sık Kullanılanlar
- Parolayı Değiştir
- Profilim
- Oturumu Kapat
Ürün(ler)
sepete başarıyla eklendi
Sepeti Görüntüle
Sepeti Görüntüle
2024'e Delik İşleme Takımlarında Müthiş Kazanımlarla Başlayın.
Şimdi Satın Alın.
Ürün(ler)
sepete başarıyla eklendi
Sepeti Görüntüle
Sepeti Görüntüle
Editing Solution
Adding Solution
Solution Name: {{SolutionName}}- Ürünler
- /
- GOmill™ GP • Ball Nose • 2 Flutes • Plain Shank • Inch
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

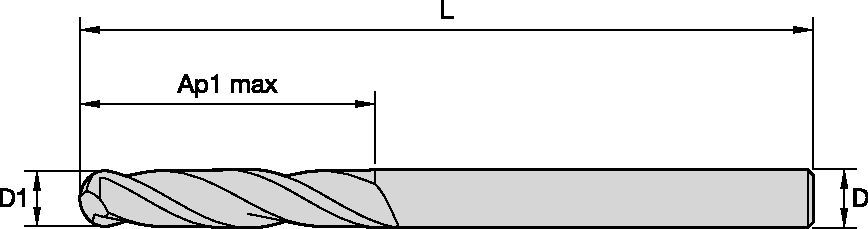
GOmill™ GP • Ball Nose • 2 Flutes • Plain Shank • Inch
General Purpose Solid Carbide End Mill
Özellikler ve avantajlar
- Solid carbide end mill with excellent cost-benefit ratio.
- Eccentric relief increases cutting edge stability for long tool life and high surface quality.
- Eccentric relief eases regrinding and reduces reconditioning cost.
- Center cutting for plunging and ramping operations.
Kullanım ve uygulama alanları
Slotting: Ball Nose
Side Milling/Shoulder Milling: Ball Nose
3D Profiling
Tool Dimensions: Flute Configuration: 2
Helix Angle: 30°
Corner Style: Ball Nose
| End Mill Tolerances | |||
| D1 | tolerance | D | tolerance h6 + / - |
| All | +.000/- .002" | ≤1/8" | +0/-.00024" |
|
|
+0/-.00031" | ||
|
|
+0/-.00035" | ||
|
|
+0/-.00043" | ||
|
|
+0/-.00051" | ||
 <="" td=""> <="" td=""> |  <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
||||||||||||||||||||
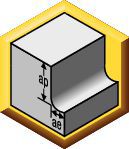
| Side Milling (A) and Slotting (B) | KC633M | Recommended feed per tooth (IPT = inch/th) for side milling (A). For slotting (B), reduce IPT by 20%. | ||||||||||||||||||||
| A | B | Cutting Speed
|
D1
|
|||||||||||||||||||
| ap | ae | ap | Min | Max | inch | 1/64 | 1/32 | 1/16 | 5/64 | 3/32 | 1/8 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | |||
| Material
|
.0156 | .0313 | .0625 | .0781 | .0938 | .1250 | .1875 | .2500 | .3125 | .3750 | .5000 | .6250 | .7500 | 1.0000 | ||||||||
| P | 0 | Ap1 max | 0.1 x D | 0.5 x D | 490 | – | 660 | IPT | .0001 | .0002 | .0004 | .0005 | .0007 | .0009 | .0014 | .0018 | .0023 | .0027 | .0034 | .0040 | .0044 | .0049 |
| 1 | Ap1 max | 0.1 x D | 0.5 x D | 490 | – | 660 | IPT | .0001 | .0002 | .0004 | .0005 | .0007 | .0009 | .0014 | .0018 | .0023 | .0027 | .0034 | .0040 | .0044 | .0049 | |
| 2 | Ap1 max | 0.1 x D | 0.5 x D | 460 | – | 620 | IPT | .0001 | .0002 | .0004 | .0005 | .0007 | .0009 | .0014 | .0018 | .0023 | .0027 | .0034 | .0040 | .0044 | .0049 | |
| 3 | Ap1 max | 0.1 x D | 0.5 x D | 390 | – | 520 | IPT | .0001 | .0002 | .0004 | .0004 | .0005 | .0007 | .0011 | .0015 | .0020 | .0023 | .0029 | .0034 | .0039 | .0045 | |
| 4 | Ap1 max | 0.1 x D | 0.5 x D | 300 | – | 490 | IPT | .0001 | .0002 | .0003 | .0004 | .0005 | .0007 | .0010 | .0014 | .0018 | .0020 | .0026 | .0030 | .0034 | .0039 | |
| M | 1 | Ap1 max | 0.1 x D | 0.5 x D | 300 | – | 380 | IPT | .0001 | .0002 | .0004 | .0004 | .0005 | .0007 | .0011 | .0015 | .0020 | .0023 | .0029 | .0034 | .0039 | .0045 |
| 2 | Ap1 max | 0.1 x D | 0.5 x D | 200 | – | 260 | IPT | .0001 | .0002 | .0003 | .0004 | .0004 | .0006 | .0009 | .0012 | .0016 | .0018 | .0023 | .0027 | .0031 | .0036 | |
| K | 1 | Ap1 max | 0.1 x D | 0.5 x D | 390 | – | 490 | IPT | .0001 | .0002 | .0004 | .0005 | .0007 | .0009 | .0014 | .0018 | .0023 | .0027 | .0034 | .0040 | .0044 | .0049 |
| 2 | Ap1 max | 0.1 x D | 0.5 x D | 360 | – | 460 | IPT | .0001 | .0002 | .0004 | .0004 | .0005 | .0007 | .0011 | .0015 | .0020 | .0023 | .0029 | .0034 | .0039 | .0045 | |
| N | 1 | Ap1 max | 0.1 x D | 0.5 x D | 820 | – | 3250 | IPT | .0002 | .0003 | .0006 | .0008 | .0009 | .0013 | .0019 | .0025 | .0031 | .0038 | .0050 | .0063 | .0075 | .0100 |
| 2 | Ap1 max | 0.1 x D | 0.5 x D | 820 | – | 2450 | IPT | .0001 | .0003 | .0005 | .0006 | .0008 | .0010 | .0015 | .0020 | .0025 | .0030 | .0040 | .0050 | .0060 | .0080 | |
| 4 | Ap1 max | 0.1 x D | 0.5 x D | 820 | – | 2450 | IPT | .0001 | .0003 | .0006 | .0007 | .0008 | .0011 | .0017 | .0023 | .0028 | .0034 | .0045 | .0056 | .0068 | .0090 | |
| <="" td=""> |  <="" td="" /> <="" td="" /> |
||||||||||||||||||
| Side Milling (A) | KC633M | Recommended feed per tooth (IPT = inch/th) for side milling (A). | |||||||||||||||||
| A | Cutting Speed
|
D1
|
|||||||||||||||||
| 1/16 | 5/64 | 3/32 | 1/8 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | ||||||||
| Material
|
ap | ae | Min | Max | inch | .0156 | .0781 | .0938 | .1250 | .1875 | .2500 | .3125 | .3750 | .5000 | .6250 | .7500 | 1.0000 | ||
| P | 0 | Ap1 max | 0.1 x D | 490 | – | 660 | IPT | .0004 | .0005 | .0007 | .0009 | .0014 | .0018 | .0023 | .0027 | .0034 | .0040 | .0044 | .0049 |
| 1 | Ap1 max | 0.1 x D | 490 | – | 660 | IPT | .0004 | .0005 | .0007 | .0009 | .0014 | .0018 | .0023 | .0027 | .0034 | .0040 | .0044 | .0049 | |
| 2 | Ap1 max | 0.1 x D | 460 | – | 620 | IPT | .0004 | .0005 | .0007 | .0009 | .0014 | .0018 | .0023 | .0027 | .0034 | .0040 | .0044 | .0049 | |
| 3 | Ap1 max | 0.1 x D | 390 | – | 520 | IPT | .0004 | .0004 | .0005 | .0007 | .0011 | .0015 | .0020 | .0023 | .0029 | .0034 | .0039 | .0045 | |
| 4 | Ap1 max | 0.1 x D | 300 | – | 490 | IPT | .0003 | .0004 | .0005 | .0007 | .0010 | .0014 | .0018 | .0020 | .0026 | .0030 | .0034 | .0039 | |
| M | 1 | Ap1 max | 0.1 x D | 300 | – | 380 | IPT | .0004 | .0004 | .0005 | .0007 | .0011 | .0015 | .0020 | .0023 | .0029 | .0034 | .0039 | .0045 |
| 2 | Ap1 max | 0.1 x D | 200 | – | 260 | IPT | .0003 | .0004 | .0004 | .0006 | .0009 | .0012 | .0016 | .0018 | .0023 | .0027 | .0031 | .0036 | |
| K | 1 | Ap1 max | 0.1 x D | 390 | – | 490 | IPT | .0004 | .0005 | .0007 | .0009 | .0014 | .0018 | .0023 | .0027 | .0034 | .0040 | .0044 | .0049 |
| 2 | Ap1 max | 0.1 x D | 360 | – | 460 | IPT | .0004 | .0004 | .0005 | .0007 | .0011 | .0015 | .0020 | .0023 | .0029 | .0034 | .0039 | .0045 | |
| N | 1 | Ap1 max | 0.1 x D | 820 | – | 3250 | IPT | .0006 | .0008 | .0009 | .0013 | .0019 | .0025 | .0031 | .0038 | .0050 | .0063 | .0075 | .0100 |
| 2 | Ap1 max | 0.1 x D | 820 | – | 2450 | IPT | .0005 | .0006 | .0008 | .0010 | .0015 | .0020 | .0025 | .0030 | .0040 | .0050 | .0060 | .0080 | |
| 4 | Ap1 max | 0.1 x D | 820 | – | 2450 | IPT | .0006 | .0007 | .0008 | .0011 | .0017 | .0023 | .0028 | .0034 | .0045 | .0056 | .0068 | .0090 | |
 <="" td=""> <="" td=""> |  <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||||||||||
| Side Milling (A) and Slotting (B) | KC633M | Recommended feed per tooth (IPT = inch/th) for side milling (A). For slotting (B), reduce IPT by 20%. | |||||||||||||||||||
| A | B | Cutting Speed
|
D1
|
||||||||||||||||||
| 1/32 | 1/16 | 5/64 | 3/32 | 1/8 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | |||||||||
| Material
|
ap | ae | ap | Min | Max | inch | .0313 | .0625 | .0781 | .0938 | .1250 | .1875 | .2500 | .3125 | .3750 | .5000 | .6250 | .7500 | 1.0000 | ||
| P | 0 | Ap1 max | 0.1 x D | 0.5 x D | 490 | – | 660 | IPT | .0002 | .0004 | .0005 | .0007 | .0009 | .0014 | .0018 | .0023 | .0027 | .0034 | .0040 | .0044 | .0049 |
| 1 | Ap1 max | 0.1 x D | 0.5 x D | 490 | – | 660 | IPT | .0002 | .0004 | .0005 | .0007 | .0009 | .0014 | .0018 | .0023 | .0027 | .0034 | .0040 | .0044 | .0049 | |
| 2 | Ap1 max | 0.1 x D | 0.5 x D | 460 | – | 620 | IPT | .0002 | .0004 | .0005 | .0007 | .0009 | .0014 | .0018 | .0023 | .0027 | .0034 | .0040 | .0044 | .0049 | |
| 3 | Ap1 max | 0.1 x D | 0.5 x D | 390 | – | 520 | IPT | .0002 | .0004 | .0004 | .0005 | .0007 | .0011 | .0015 | .0020 | .0023 | .0029 | .0034 | .0039 | .0045 | |
| 4 | Ap1 max | 0.1 x D | 0.5 x D | 300 | – | 490 | IPT | .0002 | .0003 | .0004 | .0005 | .0007 | .0010 | .0014 | .0018 | .0020 | .0026 | .0030 | .0034 | .0039 | |
| M | 1 | Ap1 max | 0.1 x D | 0.5 x D | 300 | – | 380 | IPT | .0002 | .0004 | .0004 | .0005 | .0007 | .0011 | .0015 | .0020 | .0023 | .0029 | .0034 | .0039 | .0045 |
| 2 | Ap1 max | 0.1 x D | 0.5 x D | 200 | – | 260 | IPT | .0002 | .0003 | .0004 | .0004 | .0006 | .0009 | .0012 | .0016 | .0018 | .0023 | .0027 | .0031 | .0036 | |
| K | 1 | Ap1 max | 0.1 x D | 0.5 x D | 390 | – | 490 | IPT | .0002 | .0004 | .0005 | .0007 | .0009 | .0014 | .0018 | .0023 | .0027 | .0034 | .0040 | .0044 | .0049 |
| 2 | Ap1 max | 0.1 x D | 0.5 x D | 360 | – | 460 | IPT | .0002 | .0004 | .0004 | .0005 | .0007 | .0011 | .0015 | .0020 | .0023 | .0029 | .0034 | .0039 | .0045 | |
| N | 1 | Ap1 max | 0.1 x D | 0.5 x D | 820 | – | 3250 | IPT | .0003 | .0006 | .0008 | .0009 | .0013 | .0019 | .0025 | .0031 | .0038 | .0050 | .0063 | .0075 | .0100 |
| 2 | Ap1 max | 0.1 x D | 0.5 x D | 820 | – | 2450 | IPT | .0003 | .0005 | .0006 | .0008 | .0010 | .0015 | .0020 | .0025 | .0030 | .0040 | .0050 | .0060 | .0080 | |
| 4 | Ap1 max | 0.1 x D | 0.5 x D | 820 | – | 2450 | IPT | .0003 | .0006 | .0007 | .0008 | .0011 | .0017 | .0023 | .0028 | .0034 | .0045 | .0056 | .0068 | .0090 | |
| <="" td=""> |  <="" td="" /> <="" td="" /> |
||||||||||||||||
| Side Milling (A) | KC633M | Recommended feed per tooth (IPT = inch/th) for side milling (A). | |||||||||||||||
| A | Cutting Speed
|
D1
|
|||||||||||||||
| ap | ae | Min | Max | inch | 3/32 | 1/8 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | |||
| Material
|
.0938 | .1250 | .1875 | .2500 | .3125 | .3750 | .5000 | .6250 | .7500 | 1.0000 | |||||||
| P | 0 | Ap1 max | 0.1 x D | 490 | – | 660 | IPT | .0007 | .0009 | .0014 | .0018 | .0023 | .0027 | .0034 | .0040 | .0044 | .0049 |
| 1 | Ap1 max | 0.1 x D | 490 | – | 660 | IPT | .0007 | .0009 | .0014 | .0018 | .0023 | .0027 | .0034 | .0040 | .0044 | .0049 | |
| 2 | Ap1 max | 0.1 x D | 460 | – | 620 | IPT | .0007 | .0009 | .0014 | .0018 | .0023 | .0027 | .0034 | .0040 | .0044 | .0049 | |
| 3 | Ap1 max | 0.1 x D | 390 | – | 520 | IPT | .0005 | .0007 | .0011 | .0015 | .0020 | .0023 | .0029 | .0034 | .0039 | .0045 | |
| 4 | Ap1 max | 0.1 x D | 300 | – | 490 | IPT | .0005 | .0007 | .0010 | .0014 | .0018 | .0020 | .0026 | .0030 | .0034 | .0039 | |
| M | 1 | Ap1 max | 0.1 x D | 300 | – | 380 | IPT | .0005 | .0007 | .0011 | .0015 | .0020 | .0023 | .0029 | .0034 | .0039 | .0045 |
| 2 | Ap1 max | 0.1 x D | 200 | – | 260 | IPT | .0004 | .0006 | .0009 | .0012 | .0016 | .0018 | .0023 | .0027 | .0031 | .0036 | |
| K | 1 | Ap1 max | 0.1 x D | 390 | – | 490 | IPT | .0007 | .0009 | .0014 | .0018 | .0023 | .0027 | .0034 | .0040 | .0044 | .0049 |
| 2 | Ap1 max | 0.1 x D | 360 | – | 460 | IPT | .0005 | .0007 | .0011 | .0015 | .0020 | .0023 | .0029 | .0034 | .0039 | .0045 | |
| N | 1 | Ap1 max | 0.1 x D | 820 | – | 3250 | IPT | .0009 | .0013 | .0019 | .0025 | .0031 | .0038 | .0050 | .0063 | .0075 | .0100 |
| 2 | Ap1 max | 0.1 x D | 820 | – | 2450 | IPT | .0008 | .0010 | .0015 | .0020 | .0025 | .0030 | .0040 | .0050 | .0060 | .0080 | |
| 4 | Ap1 max | 0.1 x D | 820 | – | 2450 | IPT | .0008 | .0011 | .0017 | .0023 | .0028 | .0034 | .0045 | .0056 | .0068 | .0090 | |