Product Similar To: [Product Name]
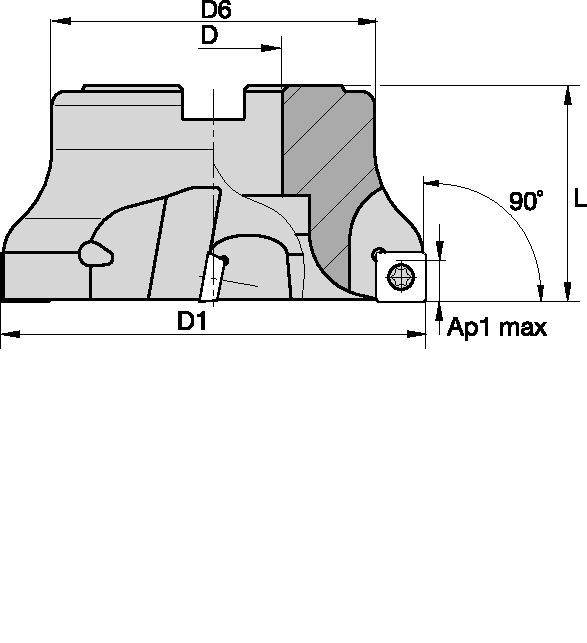
KSSM 90° End Mills • Shell Mills • Metric
Indexable Shell Mills
Features and benefits
- Mill 90° walls.
- Excellent surface finishes.
- Low power requirements.
- Four cutting edges per insert.
Uses and application
Face Milling
Slotting: Square End
Side Milling/Shoulder Milling: Square End
Milling - Side and Face
 <="" td="">
<="" td="">