
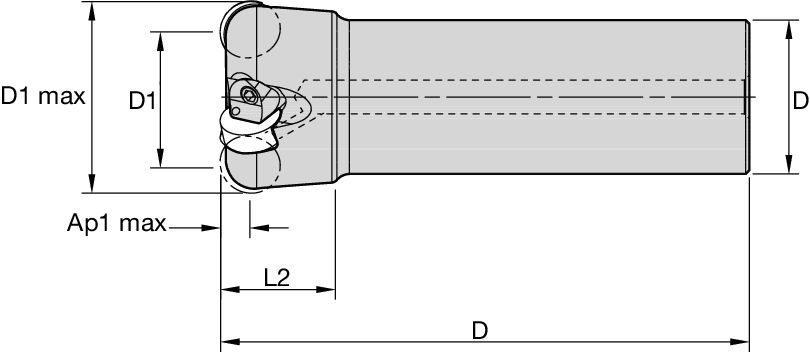
KCRA - RN • Fresas de mango cilíndricas • Sistema métrico
Fresas de mango cilíndrico
Features and benefits
- La primera elección para planeado y fresado en escuadra de aleaciones de alta temperatura.
- Tasas de evacuación de material más altas gracias a fresas de paso fino.
- Sistema de ajuste seguro que mejora la estabilidad y fiabilidad del proceso.
- Característica de refrigeración por aire efectiva. Flujo de virutas mejorado y mayor vida útil de la herramienta.
Uses and application
Milling - Pressurized Air Coolant
Planeado
Fresado lateral/Fresado en escuadra: Nariz de bola
Mango — Liso cilíndrico
 <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />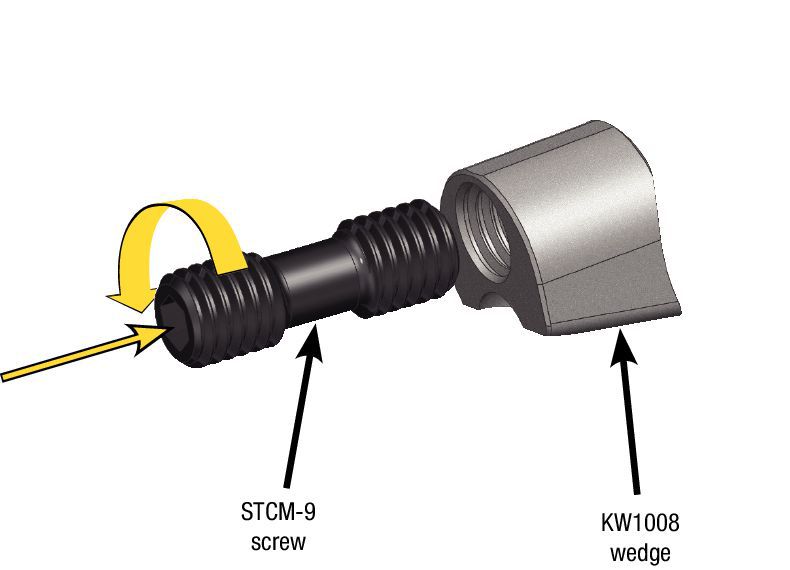 <="" td="">
<="" td=""> <="" td="" />
<="" td="" /> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />