
KenFeed™ • Torus • KHDA • 6 Flutes • Plain Shank • Inch
KenFeed™ Solid Carbide End Mill for High Feed Applications in Hard Materials
Features and benefits
- KenFeed solid carbide end mills perform roughing and finishing by taking very shallow-depth cuts at extremely high feed rates to maximize metal removal rates.
- For hardened materials from 52 to 65 HRC.
- Solid carbide end mill for face milling applications.
Uses and application
Rectificado en rampa: Material en bruto
Perfilado 3D
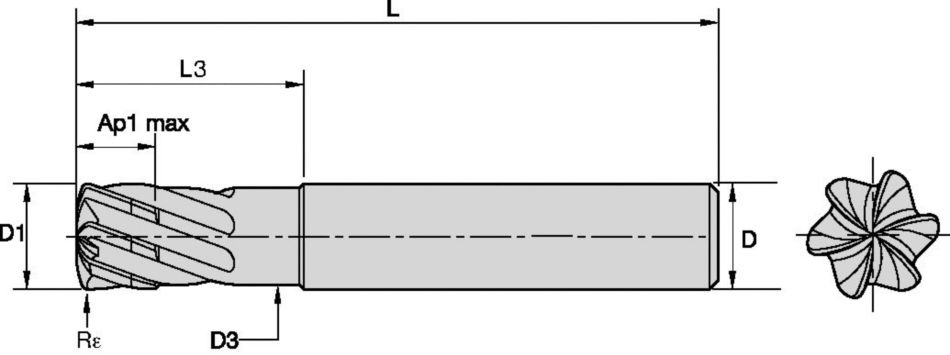
Dimensiones de la herramienta: Configuración del canal: 6
Corner Style: Torus
Ángulo de la hélice: 20°