Le damos la bienvenida
Confirme sus preferencias
Actualizar preferencias
Sugerencias de productos
Product Family suggestions
Kennametal a su servicio
Hola, User Name
Su cuenta seleccionada:
Hay un problema con su cuenta. Por favor, póngase en contacto con el servicio de atención al cliente.
Número de cliente
Cambiar cuenta
Dirección de envío (#)
Cambiar cuenta
- Panel de control
- Gestionar pedidos
- Gestionar canales
- Libreta de direcciones
-
Notifications
Mark all as read - Cambiar contraseña
- Mi perfil
- Cerrar sesión
Artículo(s)
añadido correctamente al carrito
Ver carrito
Ver carrito
Kennametal a su servicio
Artículo(s)
añadido correctamente al carrito
Ver carrito
Ver carrito
Edición de la solución
Añadiendo solución
Nombre de la solución: {{SolutionName}}- Productos
- /
- Mill 4-11™ • Fresa de plato • Sistema métrico
- /
- Mill 4-11™ • Fresa de plato • Sistema métrico
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

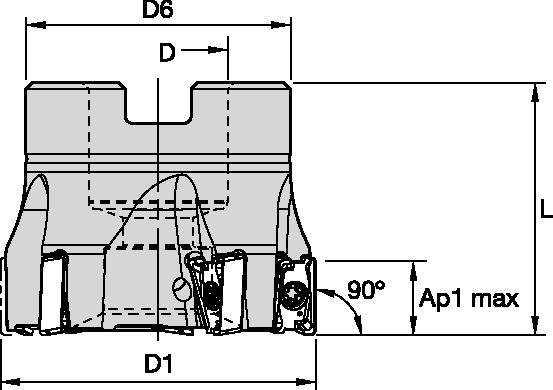
Mill 4-11™ • Fresa de plato • Sistema métrico
Fresado escuadrado • Fresa de plato
Uses and application
Planeado
Ranurado: Placa cuadrada
Fresado lateral/Fresado en escuadra: Placa cuadrada
Fresado — Con refrigeración interna
Fresado — lateral y planeado
Features and benefits
- Fresa de fresado de escuadrado.
- Excelentes capacidades de acabado superficial y de pared.
- Capacidades de 90° reales. Solución continua cuando se utilizan varias pasadas.
- Diseñadas para trabajar hasta 0,433″ (11 mm) de profundidad de corte.
- Función eficaz de refrigeración interna, que llega al filo de corte de forma precisa.
Lado de máquina
loading...
Lado de la pieza de trabajo
loading...
Guía para la selección de plaquitas
| Mill 4-11™ • Insert Selection Guide | ||||||
| Material Group | Light
|
General
|
Heavy
|
|||
| – | (Light geometry) | – | (Strong geometry) | |||
| – | wear
|
 <="" td=""> <="" td=""> | toughness | |||
| – | Geometry | Grade | Geometry | Grade | Geometry | Grade |
| P1–P2 | .E..GD | KCPM40 | .S..GD | KCPM40 | .E..HD | KCPM40 |
| P3–P4 | .E..GD | KCPK30 | .S..GD | KCPK30 | .E..HD | KCPK30 |
| P5–P6 | .E..GD | KC725M | .S..GD | KC725M | .E..HD | KC725M |
| M1–M2 | .E..GD | KCSM40 | .S..GD | KCSM40 | .E..HD | KCSM40 |
| M3 | .E..GD | KCPM40 | .S..GD | KCPM40 | .E..HD | KCPM40 |
| K1–K2 | .E..GD | KCK20B | .E..GD | KCK20B | .S..GD | KCK15 |
| K3 | .E..GD | KCK20B | .S..GD | KCK15 | .E..HD | KCPK30 |
| N1–N2 | .F..LDJ | KC410M | .E..LDJ | KC422M | .E..LDJ | KC422M |
| N3 | .F..LDJ | KC410M | .F..LDJ | KC410M | .F..LDJ | KC410M |
| S1–S2 | .E..GD | KC725M | .S..GD | KC725M | .E..HD | KC725M |
| S3 | .E..GD | KCSM40 | .S..GD | KCSM40 | .E..HD | KCSM40 |
| S4 | .E..GD | KCSM40 | .S..GD | KCSM40 | .E..HD | KCSM40 |
| H1 | – | – | – | – | – | – |
Avances iniciales recomendados [mm]
| Light
|
General
|
Heavy
|
| Mill 4-11™ • Recommended Starting Feeds [mm/th] | |||||||||||||||
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | |||||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | L | M | H | |
| .E..LEJ | 0,13 | 0,35 | 0,58 | 0,09 | 0,25 | 0,42 | 0,07 | 0,19 | 0,31 | 0,06 | 0,17 | 0,27 | 0,06 | 0,15 | 0,25 |
| .E..GE | 0,23 | 0,43 | 0,59 | 0,17 | 0,31 | 0,43 | 0,13 | 0,23 | 0,32 | 0,11 | 0,20 | 0,28 | 0,10 | 0,18 | 0,25 |
| .S..GE | 0,23 | 0,46 | 0,65 | 0,17 | 0,33 | 0,47 | 0,13 | 0,25 | 0,35 | 0,11 | 0,22 | 0,31 | 0,10 | 0,20 | 0,28 |
| .S..GEM | 0,23 | 0,46 | 0,71 | 0,17 | 0,33 | 0,51 | 0,13 | 0,25 | 0,38 | 0,11 | 0,22 | 0,33 | 0,10 | 0,20 | 0,30 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | |||||||||||||||
| Mill 4-15™ • Recommended Starting Feeds [IPT] | |||||||||||||||
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | |||||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | L | M | H | |
| .E..GEJ | 0.005 | 0.019 | 0.034 | 0.003 | 0.014 | 0.024 | 0.003 | 0.010 | 0.018 | 0.002 | 0.009 | 0.016 | 0.002 | 0.008 | 0.014 |
| .E..GE | 0.009 | 0.020 | 0.035 | 0.007 | 0.015 | 0.025 | 0.005 | 0.011 | 0.019 | 0.004 | 0.009 | 0.016 | 0.004 | 0.009 | 0.015 |
| .S..GE | 0.009 | 0.023 | 0.037 | 0.007 | 0.017 | 0.027 | 0.005 | 0.013 | 0.020 | 0.004 | 0.011 | 0.017 | 0.004 | 0.010 | 0.016 |
| .S..GER | 0.009 | 0.023 | 0.037 | 0.007 | 0.017 | 0.027 | 0.005 | 0.013 | 0.020 | 0.004 | 0.011 | 0.017 | 0.004 | 0.010 | 0.016 |
| .S..GEM | 0.009 | 0.023 | 0.037 | 0.007 | 0.017 | 0.027 | 0.005 | 0.013 | 0.020 | 0.004 | 0.011 | 0.017 | 0.004 | 0.010 | 0.016 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use Light Machining values as starting feed rate. | |||||||||||||||
| Light
|
General
|
Heavy
|
Velocidades iniciales recomendadas (m/min)
| Mill 4-11™ • Recommended Starting Speed [m/min] | |||||||||||||||||||||||||||||||
| Grade | KCPM20 | KC422M | KC522M | KC725M | KCK15 | KCPK30 | KCK20B | KCPM40 | KCSM30 | KCSM40 | |||||||||||||||||||||
| Chip Thickness hex mm | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | |||||||||||
| Material Group | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | |
| P | 1 | 550 | 485 | 450 | – | – | – | 330 | 285 | 270 | 260 | 230 | 215 | – | – | – | 455 | 395 | 370 | – | – | – | 295 | 260 | 245 | 370 | 320 | 300 | 350 | 320 | 300 |
| 2 | 340 | 310 | 275 | – | – | – | 275 | 240 | 200 | 220 | 190 | 160 | – | – | – | 280 | 255 | 230 | – | – | – | 250 | 215 | 180 | 305 | 270 | 220 | 300 | 270 | 220 | |
| 3 | 310 | 275 | 255 | – | – | – | 255 | 215 | 175 | 200 | 170 | 140 | – | – | – | 255 | 230 | 205 | – | – | – | 230 | 195 | 160 | 285 | 240 | 195 | 280 | 240 | 195 | |
| 4 | 230 | 215 | 190 | – | – | – | 225 | 185 | 150 | 180 | 150 | 120 | – | – | – | 225 | 185 | 160 | – | – | – | 205 | 170 | 135 | 250 | 205 | 165 | 240 | 205 | 165 | |
| 5 | 275 | 250 | 230 | – | – | – | 185 | 170 | 150 | 150 | 135 | 120 | – | – | – | 190 | 170 | 150 | – | – | – | 170 | 155 | 135 | 205 | 190 | 165 | 200 | 180 | 160 | |
| 6 | 190 | 170 | 145 | – | – | – | 165 | 125 | 100 | 130 | 100 | 80 | – | – | – | 160 | 135 | 110 | – | – | – | 150 | 115 | 90 | 185 | 140 | 110 | 180 | 140 | 100 | |
| M | 1 | 225 | 200 | 175 | – | – | – | 205 | 180 | 165 | 170 | 150 | 135 | – | – | – | 205 | 185 | 155 | – | – | – | 195 | 170 | 155 | 225 | 180 | 170 | 260 | 210 | 185 |
| 2 | 205 | 175 | 160 | – | – | – | 185 | 160 | 130 | 155 | 130 | 110 | – | – | – | 185 | 160 | 140 | – | – | – | 175 | 150 | 125 | 205 | 160 | 135 | 235 | 180 | 145 | |
| 3 | 160 | 145 | 125 | – | – | – | 140 | 120 | 95 | 115 | 100 | 80 | – | – | – | 145 | 130 | 115 | – | – | – | 130 | 115 | 90 | 155 | 125 | 95 | 175 | 145 | 110 | |
| K | 1 | 360 | 325 | 295 | – | – | – | 230 | 205 | 185 | – | – | – | 420 | 385 | 340 | 295 | 265 | 240 | 360 | 290 | 245 | – | – | – | – | – | – | – | – | – |
| 2 | 285 | 255 | 235 | – | – | – | 180 | 160 | 150 | – | – | – | 335 | 295 | 275 | 235 | 210 | 190 | 280 | 230 | 195 | – | – | – | – | – | – | – | – | – | |
| 3 | 240 | 215 | 200 | – | – | – | 150 | 135 | 120 | – | – | – | 280 | 250 | 230 | 195 | 175 | 160 | 210 | 175 | 140 | – | – | – | – | – | – | – | – | – | |
| N | 1 | – | – | – | 1075 | 945 | 875 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | 945 | 875 | 760 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | 945 | 875 | 760 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | 40 | 35 | 25 | 35 | 30 | 25 | – | – | – | – | – | – | – | – | – | 40 | 35 | 30 | 45 | 40 | 30 | 50 | 40 | 25 |
| 2 | – | – | – | – | – | – | 40 | 35 | 25 | 35 | 30 | 25 | – | – | – | – | – | – | – | – | – | 40 | 35 | 30 | 45 | 40 | 30 | 55 | 40 | 25 | |
| 3 | – | – | – | – | – | – | 50 | 40 | 25 | 45 | 35 | 25 | – | – | – | – | – | – | – | – | – | 50 | 40 | 30 | 55 | 45 | 30 | 65 | 45 | 30 | |
| 4 | – | – | – | – | – | – | 50 | 45 | 35 | 50 | 45 | 30 | – | – | – | 50 | 45 | 35 | – | – | – | 55 | 50 | 35 | 60 | 55 | 40 | 75 | 60 | 40 | |
| H | 1 | 140 | 115 | 95 | – | – | – | 120 | 90 | 70 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 135 | 100 | 75 | – | – | – |
| As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | |||||||||||||||||||||||||||||||
| Mill 4-11™ • Recommended Starting Speed [SFM] | |||||||||||||||||||||||||||||||
| Grade | KCPM20 | KC422M | KC522M | KC725M | KCK15 | KCPK30 | KCK20B | KCPM40 | KCSM30 | KCSM40 | |||||||||||||||||||||
| Chip Thickness hex Inch | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | Min | Max | |||||||||||
| Material Group | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | Max | Start | Min | |
| P | 1 | 1805 | 1590 | 1475 | – | – | – | 1085 | 935 | 885 | 855 | 755 | 705 | – | – | – | 1495 | 1295 | 1215 | – | – | – | 970 | 855 | 805 | 1215 | 1050 | 985 | 1150 | 1050 | 985 |
| 2 | 1115 | 1015 | 900 | – | – | – | 900 | 785 | 655 | 720 | 625 | 525 | – | – | – | 920 | 835 | 755 | – | – | – | 820 | 705 | 590 | 1000 | 885 | 720 | 985 | 885 | 720 | |
| 3 | 1015 | 900 | 835 | – | – | – | 835 | 705 | 575 | 655 | 560 | 460 | – | – | – | 835 | 755 | 675 | – | – | – | 755 | 640 | 525 | 935 | 785 | 640 | 920 | 785 | 640 | |
| 4 | 755 | 705 | 625 | – | – | – | 740 | 605 | 490 | 590 | 490 | 395 | – | – | – | 740 | 605 | 525 | – | – | – | 675 | 560 | 445 | 820 | 675 | 540 | 785 | 675 | 540 | |
| 5 | 900 | 820 | 755 | – | – | – | 605 | 560 | 490 | 490 | 445 | 395 | – | – | – | 625 | 560 | 490 | – | – | – | 560 | 510 | 445 | 675 | 625 | 540 | 655 | 590 | 525 | |
| 6 | 625 | 560 | 475 | – | – | – | 540 | 410 | 330 | 425 | 330 | 260 | – | – | – | 525 | 445 | 360 | – | – | – | 490 | 375 | 295 | 605 | 460 | 360 | 590 | 460 | 330 | |
| M | 1 | 740 | 655 | 575 | – | – | – | 675 | 590 | 540 | 560 | 490 | 445 | – | – | – | 675 | 605 | 510 | – | – | – | 640 | 560 | 510 | 740 | 590 | 560 | 855 | 690 | 605 |
| 2 | 670 | 575 | 525 | – | – | – | 605 | 525 | 425 | 510 | 425 | 360 | – | – | – | 605 | 525 | 460 | – | – | – | 575 | 490 | 410 | 675 | 525 | 445 | 770 | 590 | 475 | |
| 3 | 525 | 475 | 410 | – | – | – | 460 | 395 | 310 | 375 | 330 | 260 | – | – | – | 475 | 425 | 375 | – | – | – | 425 | 375 | 295 | 510 | 410 | 310 | 575 | 475 | 360 | |
| K | 1 | 1180 | 1065 | 970 | – | – | – | 755 | 675 | 605 | – | – | – | 1380 | 1265 | 1115 | 970 | 870 | 785 | 1180 | 950 | 805 | – | – | – | – | – | – | – | – | – |
| 2 | 935 | 835 | 770 | – | – | – | 590 | 525 | 490 | – | – | – | 1100 | 970 | 900 | 770 | 690 | 625 | 920 | 755 | 640 | – | – | – | – | – | – | – | – | – | |
| 3 | 785 | 705 | 655 | – | – | – | 490 | 445 | 395 | – | – | – | 920 | 820 | 755 | 640 | 575 | 525 | 690 | 575 | 460 | – | – | – | – | – | – | – | – | – | |
| N | 1 | – | – | – | 2100 | 1870 | 1725 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | 1905 | 1755 | 1610 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | 1905 | 1755 | 1610 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | 130 | 115 | 80 | 115 | 100 | 80 | – | – | – | – | – | – | – | – | – | 130 | 115 | 100 | 150 | 130 | 100 | 165 | 130 | 80 |
| 2 | – | – | – | – | – | – | 130 | 115 | 80 | 115 | 100 | 80 | – | – | – | – | – | – | – | – | – | 130 | 115 | 100 | 150 | 130 | 100 | 180 | 130 | 80 | |
| 3 | – | – | – | – | – | – | 165 | 130 | 80 | 150 | 115 | 80 | – | – | – | – | – | – | – | – | – | 165 | 130 | 100 | 180 | 150 | 100 | 215 | 150 | 100 | |
| 4 | – | – | – | – | – | – | 165 | 150 | 115 | 165 | 150 | 100 | – | – | – | 165 | 150 | 115 | – | – | – | 180 | 165 | 115 | 195 | 180 | 130 | 245 | 195 | 130 | |
| H | 1 | 460 | 375 | 310 | – | – | – | 395 | 295 | 230 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | 445 | 330 | 245 | – | – | – |
| As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | |||||||||||||||||||||||||||||||