Product Similar To: [Product Name]

KenDrill™ Micro • 20 x D • Internal Coolant • Straight Shank • Metric
Solid Carbide Deep Hole Drill for Small Diameters in Multiple Materials
Features and benefits
- High coolant volume supply ensures efficient chip evacuation.
- Micro drilling of short and deep holes on swiss style lathe or machining centers.
Uses and application
Drilling
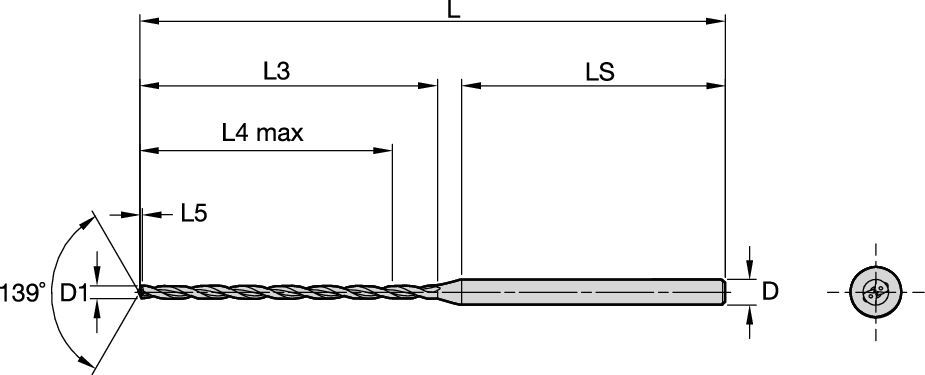
Tool Dimensions: 2flute/4margin/coolant
Drilling - Through Coolant
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°