TMS • Gewindefrässystem • Gewindefräser • Normal




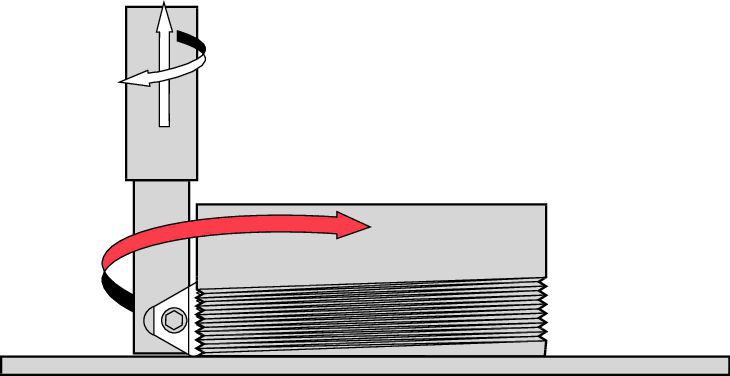 |  |
| Rechtsgewinde... Gegenlauffräsen | Linksgewinde... Gegenlauffräsen |
 |  |
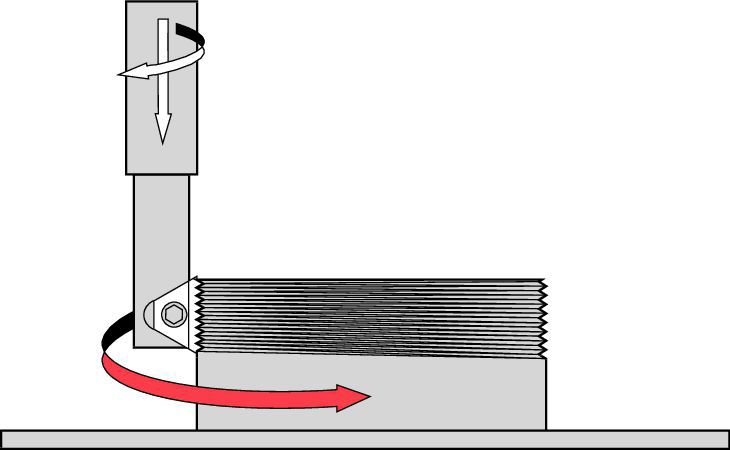
| Rechtsgewinde... Gleichlauffräsen | Linksgewinde... Gleichlauffräsen |
 | 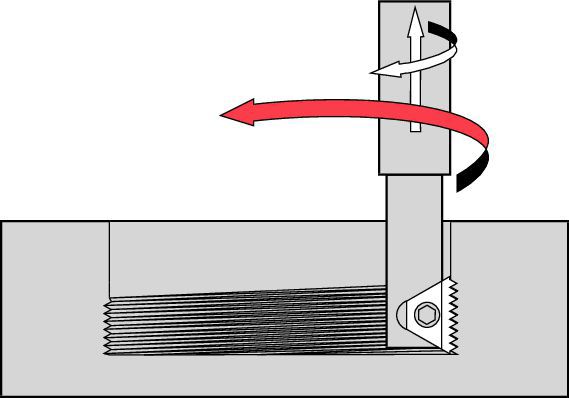 |
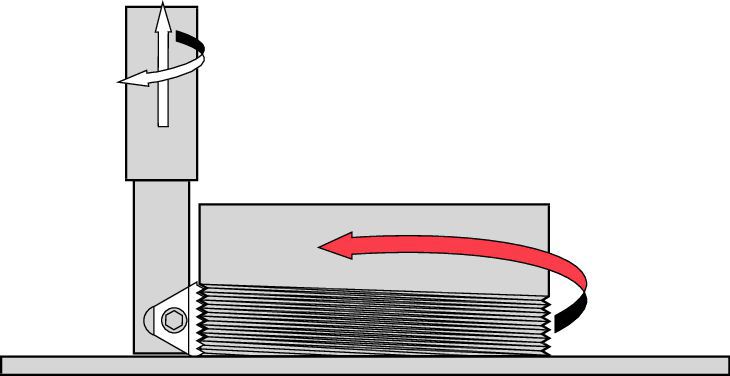
| Rechtsgewinde... Gegenlauffräsen | Linksgewinde... Gegenlauffräsen |
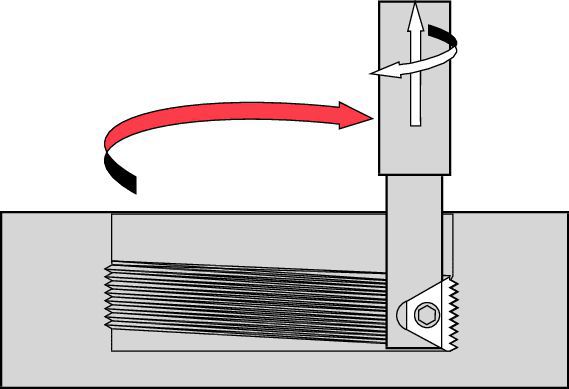 | 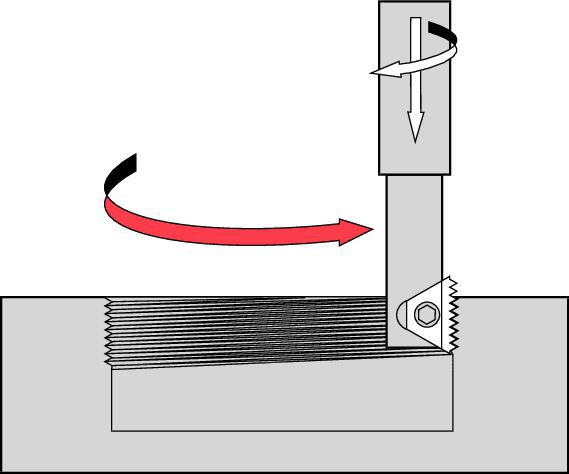 |
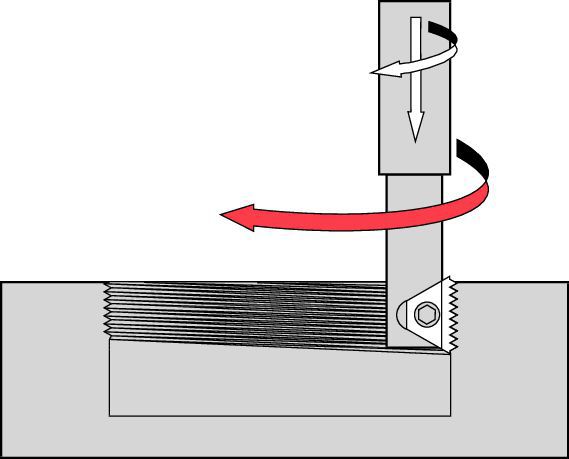
| Rechtsgewinde... Gleichlauffräsen | Linksgewinde... Gleichlauffräsen |
| Fräser | Gänge/Zoll | 48 | 32 | 24 | 20 | 16 | 12 | 10 | 8 | 7 | 6 | 5,5 | 5 | 4,5 | 4,5 | 4 | 4 |
| Steigung mm | 0,5 | 0,75 | 1,0 | 1,25 | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | – | 6,0 | – | |
| Fräserdurchmesser (D1 mm) | Minimaler Bohrungsdurchmesser (D) (mm) | ||||||||||||||||
| K035TM1RW050-STN10 | 8.89 | 9.50 | 10.01 | 10.69 | 11.40 | ||||||||||||
| K045TM1RW050-STN11N | 11.43 | 11.99 | 12.50 | 13.21 | 13.89 | 14.50 | |||||||||||
| K049TM1RW037LT11S | 12.45 | 13,00 | 13.49 | 14.20 | 14.91 | 15.49 | |||||||||||
| K061TM1RW062-STN16T | 15.49 | 16,00 | 16.51 | 16.94 | 17.91 | 18.49 | 19.51 | ||||||||||
| K067TM2RW075-STN11D | 17.02 | 17.60 | 18.21 | 19,00 | 19.61 | 19.99 | 21.01 | ||||||||||
| K075TM1RW075-STN16T | 19.05 | 19.71 | 20.40 | 21.01 | 21.59 | 22,00 | 23.01 | ||||||||||
| K079TM1RW075-STN16N | 20.07 | 20.70 | 21.41 | 22,00 | 22.61 | 23.01 | 24,00 | ||||||||||
| K087TM1RW100-STN16L | 22.10 | 22.68 | 23.39 | 24,00 | 24.61 | 24.99 | 26.01 | ||||||||||
| K102TM2RW100-STN16D | 25.91 | 26.70 | 27.41 | 27.99 | 28.70 | 29.31 | 30.30 | ||||||||||
| K118TM1RW100-STN27N | 29.97 | 30.71 | 31.39 | 32,00 | 32.79 | 33.50 | 34.59 | 36.60 | 38.99 | 42.01 | 45.01 | 48.01 | |||||
| K146TM1RW125-STN27N | 37.08 | 38.00 | 38.61 | 39.50 | 40.41 | 41.00 | 42.01 | 43.99 | 46.48 | 49.00 | 51.99 | 55.50 | |||||
| K165TM2RW125-STN27D | 41.91 | 43.21 | 43.79 | 45.01 | 46,00 | 46.51 | 47.40 | 49.00 | 51.99 | 54.51 | 57.61 | 60.99 | |||||
| – | 1,38 (UN) | – | – | – | – | – | – | – | – | – | 50.01 | – | 46.81 | – | 44.60 | – | 56.59 |
| – | 1,38 (ISO) | – | – | – | – | – | – | – | – | – | 50.01 | 53.39 | 42.49 | 50.01 | – | 57.51 | – |
| – | 1,38 (BSW) | – | – | – | – | – | – | – | – | – | 49.81 | – | 46.51 | – | 47.40 | – | – |
| Fräser | Gänge/Zoll | 48 | 32 | 24 | 20 | 16 | 12 | 10 | 8 | 7 | 6 | 5,5 | 5 | 4,5 | 4,5 | 4 | 4 |
| Steigung mm | 0,5 | 0,75 | 1,0 | 1,25 | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | – | 6,0 | – | |
| Fräserdurchmesser (D1 mm) | Minimaler Bohrungsdurchmesser (D) (mm) | ||||||||||||||||
| K035TM1RW050-STN10 | 8,89 | 9,50 | 10,01 | 10,69 | 11,40 | ||||||||||||
| K045TM1RW050-STN11N | 11,43 | 11,99 | 12,50 | 13,21 | 13,89 | 14,50 | |||||||||||
| K049TM1RW037LT11S | 12,45 | 13,00 | 13,49 | 14,20 | 14,91 | 15,49 | |||||||||||
| K061TM1RW062-STN16T | 15,49 | 16,00 | 16,51 | 16,94 | 17,91 | 18,49 | 19,51 | ||||||||||
| K067TM2RW075-STN11D | 17,02 | 17,60 | 18,21 | 19,00 | 19,61 | 19,99 | 21,01 | ||||||||||
| K075TM1RW075-STN16T | 19,05 | 19,71 | 20,40 | 21,01 | 21,59 | 22,00 | 23,01 | ||||||||||
| K079TM1RW075-STN16N | 20,07 | 20,70 | 21,41 | 22,00 | 22,61 | 23,01 | 24,00 | ||||||||||
| K087TM1RW100-STN16L | 22,10 | 22,68 | 23,39 | 24,00 | 24,61 | 24,99 | 26,01 | ||||||||||
| K102TM2RW100-STN16D | 25,91 | 26,70 | 27,41 | 27,99 | 28,70 | 29,31 | 30,30 | ||||||||||
| K118TM1RW100-STN27N | 29,97 | 30,71 | 31,39 | 32,00 | 32,79 | 33,50 | 34,59 | 36,60 | 38,99 | 42,01 | 45,01 | 48,01 | |||||
| K146TM1RW125-STN27N | 37,08 | 38,00 | 38,61 | 39,50 | 40,41 | 41,00 | 42,01 | 43,99 | 46,48 | 49,00 | 51,99 | 55,50 | |||||
| K165TM2RW125-STN27D | 41,91 | 43,21 | 43,79 | 45,01 | 46,00 | 46,51 | 47,40 | 49,00 | 51,99 | 54,51 | 57,61 | 60,99 | |||||
| – | 35,05 (UN) | – | – | – | – | – | – | – | – | – | 50,01 | – | 46,81 | – | 44,60 | – | 56,59 |
| – | 35,05 (ISO) | – | – | – | – | – | – | – | – | – | 50,01 | 53,39 | 42,49 | 50,01 | – | 57,51 | – |
| – | 35,05 (BSW) | – | – | – | – | – | – | – | – | – | 49,81 | – | 46,51 | – | 47,40 | – | – |
| Werkstoff | Schnittgeschwindigkeit | Vorschub pro Umdrehung (mm) |
| KC635M | ||
| Kohlenstoffstähle 187 HB | 90–210 | 0,10–0,20 |
| Kohlenstoffstähle 187–220 HB | 90–150 | 0,10–0,15 |
| Legierter Stahl 200–250 HB | 60–130 | 0,10–0,15 |
| Legierter Stahl 250–325 HB | 50–90 | 0,10–0,15 |
| Nicht rostender Stahl, austenitisch 210 HB | 90–140 | 0,10–0,15 |
| Nicht rostender Stahl, martensitisch 321 HB | 80–110 | 0,05–0,15 |
| Nicht rostender Stahl, ferritisch 245 HB | 110–170 | 0,05–0,10 |
| Guss-Stahl 140 HB | 110–170 | 0,05–0,15 |
| Guss-Stahl 220 | 70–130 | 0,05–0,10 |
| Titanlegierungen | 60–120 | 0,03–0,08 |
| Hohe Temperatur (Nickel- und Eisenbasis) | 20–45 | 0,03–0,05 |
| Hohe Temperatur (Kobaltbasis) | 15–30 | 0,03–0,05 |
| Gusseisen | 80–110 | 0,05–0,15 |
| Schmiedeeisen | 80–120 | 0,03–0,08 |
| Werkstoff | Schnittgeschwindigkeit | Vorschub pro Umdrehung (mm) |
| KC635M | ||
| Kohlenstoffstähle 187 HB | 90–210 | 0.10–0.20 |
| Kohlenstoffstähle 187–220 HB | 90–150 | 0.10–0.15 |
| Legierter Stahl 200–250 HB | 60–130 | 0.10–0.15 |
| Legierter Stahl 250–325 HB | 50–90 | 0.10–0.15 |
| Nicht rostender Stahl, austenitisch 210 HB | 90–140 | 0.10–0.15 |
| Nicht rostender Stahl, martensitisch 321 HB | 80–110 | 0.05–0.15 |
| Nicht rostender Stahl, ferritisch 245 HB | 110–170 | 0.05–0.10 |
| Guss-Stahl 140 HB | 110–170 | 0.05–0.15 |
| Guss-Stahl 220 | 70–130 | 0.05–0.10 |
| Titanlegierungen | 60–120 | 0.03–0.08 |
| Hohe Temperatur (Nickel- und Eisenbasis) | 20–45 | 0.03–0.05 |
| Hohe Temperatur (Kobaltbasis) | 15–30 | 0.03–0.05 |
| Gusseisen | 80–110 | 0.05–0.15 |
| Schmiedeeisen | 80–120 | 0.03–0.08 |
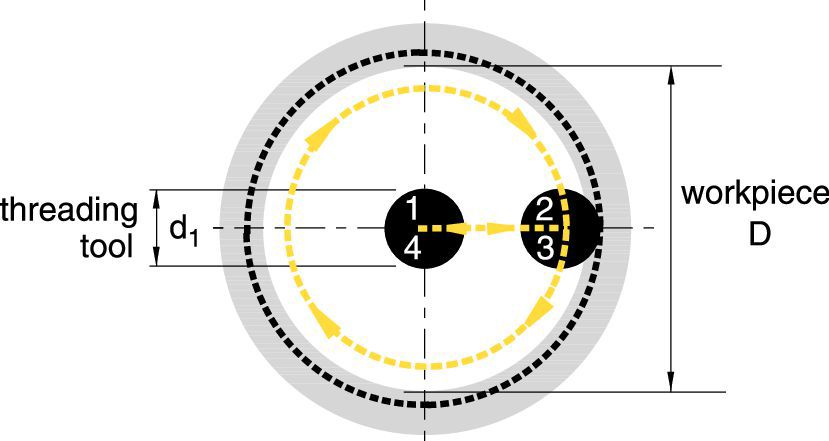
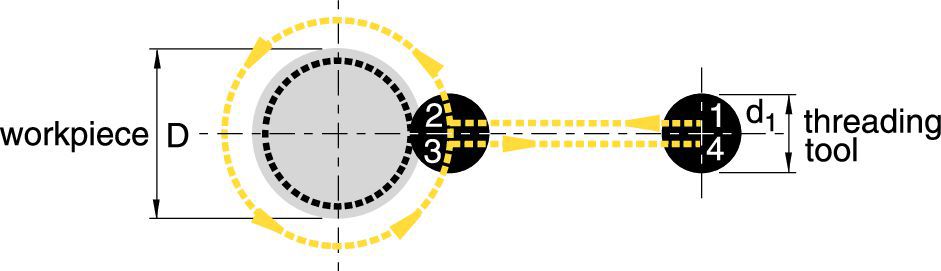
| 1–2: | Radialer Eintritt |
| 2–3: | Spiralförmige Bewegung bei einer vollständigen Umkreisung (360°) |
| 3–4: | Radialer Austritt |
| P1 = F1 + | (F1 x d1) | 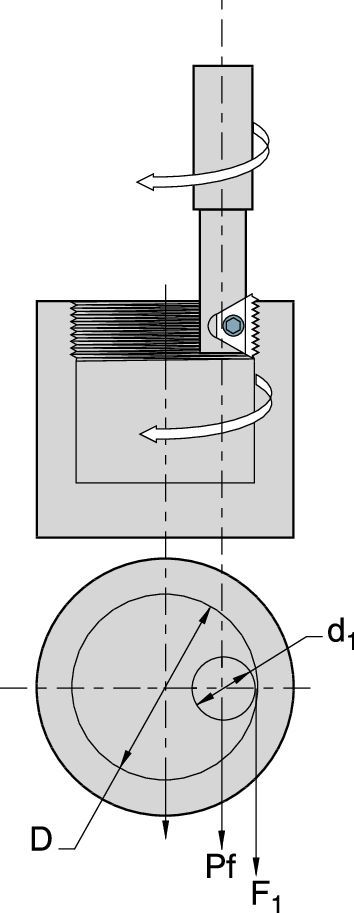 |  |
| D | Außengewinde | Innengewinde | |
| P1 = programmierter Vorschub (mm/min) D = Außendurchmesser (Außengewinde) D = Innendurchmesser (Innengewinde) d1 = Schnittdurchmesser, über Wendeschneidplatte | Werkzeug Werkstück | ||
| F1 = fz x Z x n | RPM = | 12 x SFM | |
| π x d 1 | |||
| F1 = Vorschub des Werkzeugs an der Schneidkante (Zoll/min) fz = Zoll pro Zahn (Vorschub) Z =Anzahl effektiver Wendeschneidplatten des Fräsers n = Drehzahl (Drehzahl der Spindel) | SFM = Schnittgeschwindigkeit, Fuß pro Minute d1 = Fräserdurchmesser, über Wendeschneidplatte π = 3.1416 | ||
 |  |
| Innengewinde | Außengewinde |
| pitch (TPI) | 24 | 20 | 16 | 12 |
| pitch mm | 1,0 | 1,25 | 1,5 | 2,0 |
| cutter dia. d1 | minimum bore diameter D | |||
| .67 | .748 | .772 | .787 | .827 |
| .75 | .827 | .850 | .866 | .906 |
| .79 | .866 | .890 | .906 | .945 |
| Wendeschneidplatte IC | a (mm) | Steigung, Gänge/Zoll | Innengewinde | b | Anzahl der Zähne | Sorte | Außengewinde | b | Anzahl der Zähne | Sorte | Fräser-Typ | ||
| Katalognummer | KC610M | KC620M | Katalognummer | KC610M | KC620M | ||||||||
| 32 | STN16 32UN-I | 14,99 | 19 | STN16 32UN-E | 14,99 | 19 | |||||||
| 28 | STN16 28UN-I | 14,48 | 16 | STN16 28UN-E | 14,48 | 16 | |||||||
| 27 | STN16 27UN-I | 14,22 | 15 | STN16 27UN-E | 14,22 | 15 | |||||||
| 24 | STN16 24UN-I | 13,97 | 14 | STN16 24UN-E | 14,73 | 14 | |||||||
| 9,53 | 16 | 20 | STN16 20UN-I | 13,97 | 11 | STN16 20UN-E | 13,97 | 11 | STN16 | ||||
| 18 | STN16 18UN-I | 14,22 | 10 | STN16 18UN-E | 14,22 | 10 | |||||||
| 16 | STN16 16UN-I | 14,22 | 9 | STN16 16UN-E | 14,22 | 9 | |||||||
| 14 | STN16 14UN-I | 14,48 | 8 | STN16 14UN-E | 14,48 | 8 | |||||||
| 13 | STN16 13UN-I | 13,72 | 7 | STN16 13UN-E | 13,72 | 7 | |||||||
| 12 | STN16 12UN-I | 14,73 | 7 | STN16 12UN-E | 14,73 | 7 | |||||||
| Steigung, Gänge/Zoll | 24 | 20 | 16 | 12 |
| Steigung mm | 1,0 | 1,25 | 1,5 | 2,0 |
| Fräserdurchm. d1 | Minimaler Bohrungsdurchmesser D | |||
| 17,02 | 19,00 | 19,61 | 19,99 | 21,01 |
| 19,05 | 21,01 | 21,59 | 22,00 | 23,01 |
| 20,07 | 22,00 | 22,61 | 23,01 | 24,00 |
| Wendeschneidplatte IC | a inch (mm) | pitch (TPI) | Innengewinde | b | Anzahl der Zähne | Sorte | external thread | b | Anzahl der Zähne | Sorte | Fräser-Typ | ||
| Katalognummer | KC610M | KC620M | Katalognummer | KC610M | KC620M | ||||||||
| 32 | STN16 32UN-I | .59 | 19 | STN16 32UN-E | .59 | 19 | |||||||
| 28 | STN16 28UN-I | .57 | 16 | STN16 28UN-E | .57 | 16 | |||||||
| 27 | STN16 27UN-I | .56 | 15 | STN16 27UN-E | .56 | 15 | |||||||
| 24 | STN16 24UN-I | .55 | 14 | STN16 24UN-E | .58 | 14 | |||||||
| 3/8 | .63 (16) | 20 | STN16 20UN-I | .55 | 11 | STN16 20UN-E | .55 | 11 | STN16 | ||||
| 18 | STN16 18UN-I | .56 | 10 | STN16 18UN-E | .56 | 10 | |||||||
| 16 | STN16 16UN-I | .56 | 9 | STN16 16UN-E | .56 | 9 | |||||||
| 14 | STN16 14UN-I | .57 | 8 | STN16 14UN-E | .57 | 8 | |||||||
| 13 | STN16 13UN-I | .54 | 7 | STN16 13UN-E | .54 | 7 | |||||||
| 12 | STN16 12UN-I | .58 | 7 | STN16 12UN-E | .58 | 7 | |||||||
| Calculate the feed rates: | |||||
| First, find the RPM. | |||||
| U/min = | 12 x SFM | = | 12 x 500 | = | 2418 RPM |
| π x d1 | 3.14 x .79 | ||||
| Next, calculate the feed rate at the insert cutting edge (F1): | |||||
| (using the chosen feed per tooth of .004.) | |||||
| F1 = | IPT x nt x RPM | = | .004 X 1 X 2418 | = | 9.67 in/min |
| Finally, calculate the feed rate at the cutter centerline (F2): | |||||
| F2 = | F1 x (D - d1) | = | 9.67 x (1.182 - .79) | = | 3.207 in/min |
| D | 1.182 | ||||
| Select the thread milling method. | |||||
| Climb milling (preferred) see page . | |||||
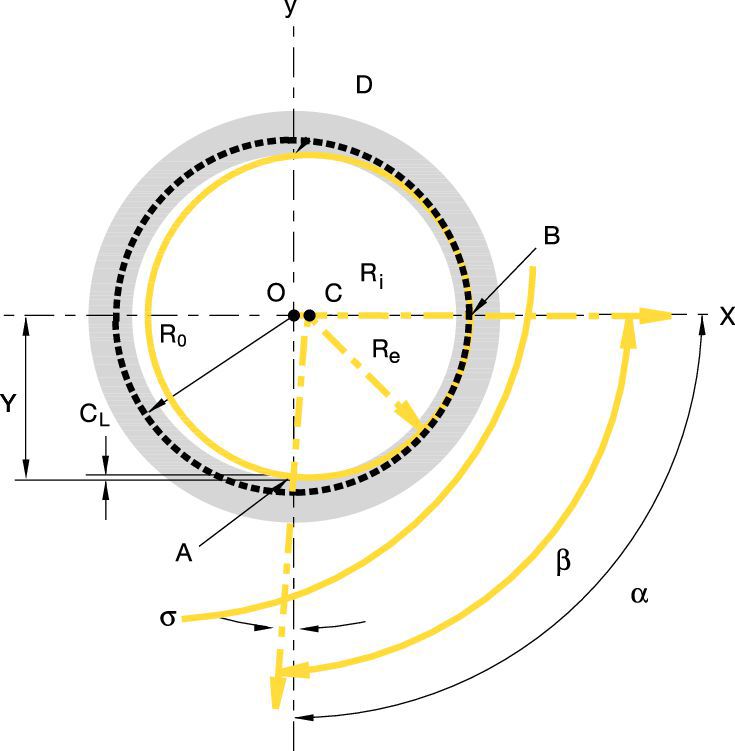
| Calculate the radius of the tangential arc Re: | |||||
| Re = | (Ri - CL)2 + R02 | = | (.591 - .02)2 + .6252 | ||
| 2Ro | 2 x .625 | ||||
| Re = | .573333 in. | ||||
| Calculate the angle (β): | |||||
| β = | 90° + arc sin | Ro - Re | |||
| Re | |||||
| β = | 90° + arc sin | .625 - .573333 | |||
| .57333 | |||||
| β = | 90° + 5.17° | = | 95.17° | = | 95° 10' |
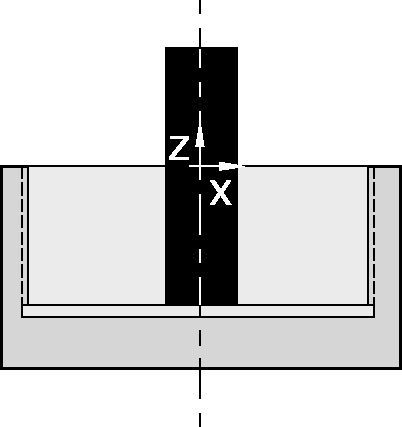
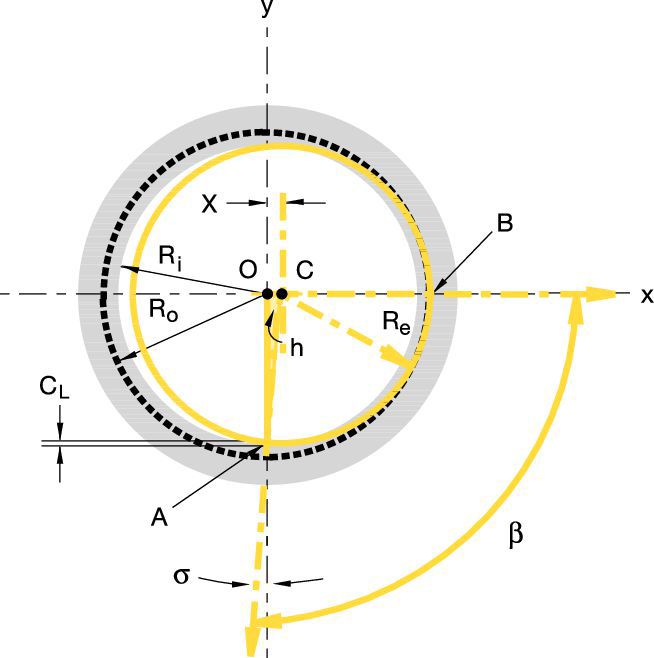
| Calculate the movement along the Z-axis during the entry approach from point “A” to point “B” (Zα). | |||||
| Zα= P (Zoll) x | α° | = | .0625 | = | .0156 in, because α = 90° |
| 360° | 4 | ||||
| Calculate the “X” and “Y” values at the start of the entry approach. | |||||
| X = 0Y = -Ri + CL = -0,591 + 0,02 = - 0,571 Zoll. | |||||
| Define Z-axis location at the start of the entry approach. (NOTE: L = length of thread) | |||||
| Z = - (L + Zα) = - (0,50 + 0,0156) = - 0,5156 Zoll. | |||||
| Define the starting point. | |||||
| Xa = 0 | |||||
| Ya = 0 | |||||
| Die Vorschübe berechnen: | |||||
| Zunächst die Drehzahl ermitteln. | |||||
| U/min = | 1000 x Vc | = | 1000 x 150 | = | 2387 U/min |
| π x d1 | π x 20 | ||||
| Jetzt den Vorschub an der Schnittkante der Wendeschneidplatte berechnen (F1): | |||||
| (mit dem gewählten Vorschub pro Zahn von 0,1 mm) | |||||
| F1 = | Fz x Z x N | = | 0,1 X 1 X 2387 | = | 238,7 mm/min |
| Abschließend den Vorschub an der Mittellinie des Fräsers berechnen (F2): | |||||
| F2 = | F1 x (D - d1) | = | 238,7 x (30 | = | 79,57 mm/min |
| D | 30 | ||||
| Das Gewindefräsverfahren auswählen. | |||||
| Gleichlauffräsen (bevorzugt) siehe Seite . | |||||
| Den Radius des tangentialen Bogens Re berechnen: | |||||
| Re = | (Ri - CL)2 + RO2 | = | (15 | ||
| 2 x RO | 2 x 15,875 | ||||
| Re = | 14,55 mm | ||||
| Den Winkel (β) berechnen: | |||||
| β = | 90° + arc sin | Ro - Re | |||
| Re | |||||
| β = | 90° + arc sin | 15,875 - 14,55 | |||
| 14,55 | |||||
| β = | 90° + 5,17° | = | 95,2° | = | 95° 12' |
| Die Bewegung entlang der Z-Achse während des Anfahrens zum Eintritt von Punkt „A“ zu Punkt „B“ berechnen (Zα). | |||||
| Zα= P (mm) x | α° | = | 1,578 | = | 0,394 mm, da α = 90° |
| 360° | 4 | ||||
| Die Werte „X” und „Y” am Anfang beim Anfahren zum Eintritt berechnen. | |||||
| X = 0Y = Ri + CL = 15 + 0,5 = 15,5 mm | |||||
| Position der Z-Achse am Anfang beim Anfahren zum Eintritt definieren. (HINWEIS: L = Gewindelänge) | |||||
| Z = (L + Zα) = 12,7 + 0,3945 = 13,0945 mm | |||||
| Den Startpunkt definieren. | |||||
| Xa = 0 | |||||
| Ya = 0 | |||||
| CNC-Programm (Fanuc 11M) | |||
| % | |||
| N10G90G00G57X0.000Y0.000 | |||
| N20G43H10Z0.M3S2417 | |||
| N30G91G00X0.Y0.Z–0.5156 | |||
| N40G41D60X0.000Y–0.5710Z0. | |||
| N50G03X0.6250Y0.5710Z0.0156R0.5733F3.206 | |||
| N60G03X0.Y0.Z0.0625I–0.625J0. | |||
| N70G03X–0.625Y0.5710Z0.0156R0.5733 | |||
| N80G00G40X0.Y–0.5710Z0. | |||
| N90G49G57G00Z8.0M5 | |||
| N100M30 | |||
| % | |||
| Ri = | D | RO = | DO |
| 2 | 2 | ||
| D = Innendurchmesser | Do = Nenndurchmesser | ||
| α 90° | |||
 | |||
 | |||
| Anhang A | |
| Herleitung der Formeln für das Fräsen von Innengewinden | |
| Re, β und X können über eine geometrische Analyse des Eintrittverlaufs hergeleitet werden. | |
| Dieser Eintrittverlauf wird über den Werkzeugweg entlang einem kreisförmigen Verlauf mit einem Radius Re um den Punkt C definiert. | |
| R e = | (R i - C L) 2 + R o2 |
| 2R o | |
| Über das OAC-Dreieck kann einfach nach Re gelöst werden. | |
| OA = Ri – CL CA = Re OC = Ro – Re | |
| Der Satz des Pythagoras besagt: OA2 + OC2 = AC2 | |
| Wenn wir die tatsächlichen Werte verwenden, ergibt dies: | |
| (R i - C L) 2 + (R o - R e) 2 = R e2 | |
| Vereinfacht ergibt dies: | |
| R e = | (R i - C L) 2 + R o2 |
| 2R 0 | |
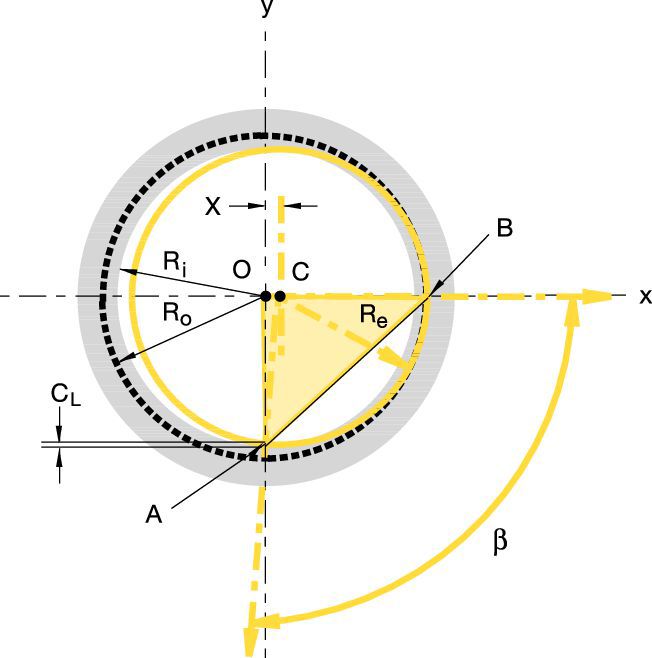 | |
| Den Winkel β ermitteln. | |||
| β kann problemlos mit dem gleichen Dreieck ermittelt werden: | |||
| sin β = | AO | = | (Ro + CL) |
| AC | Re | ||
| β = arc sin | ( | Ro + CL | ) |
| Re | |||
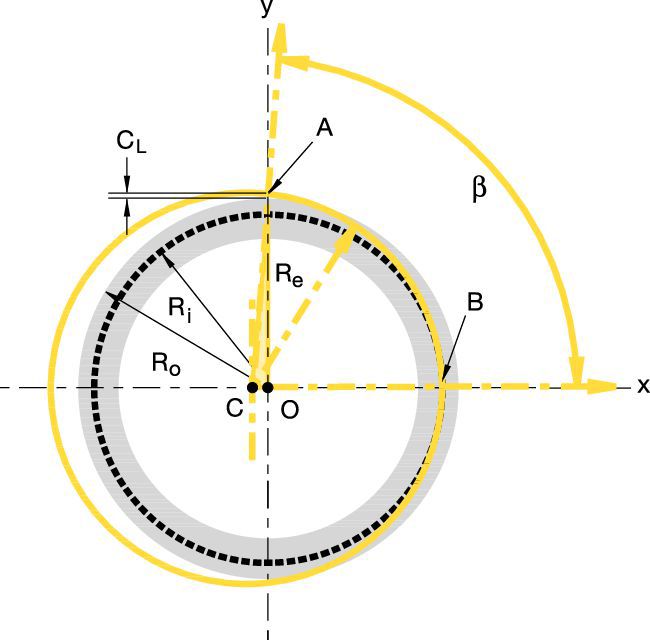 | |||
| Anhang B | |
| Herleitung der Formeln für das Fräsen von Außengewinden | |
| Re, β und X können über eine geometrische Analyse des Eintrittverlaufs hergeleitet werden. | |
| Dieser Eintrittverlauf wird über den Werkzeugweg entlang einem kreisförmigen Verlauf mit einem Radius Re um den Punkt C definiert. | |
| R e = | (R o - C L) 2 + R i2 |
| 2R i | |
| Über das OAC-Dreieck kann einfach nach Re gelöst werden. | |
| OA = Ro – CL CA = Re OC = Re – Ri | |
| Der Satz des Pythagoras besagt: OA2 + OC2 = AC2 | |
| Wenn wir die tatsächlichen Werte verwenden, ergibt dies: | |
| (R o - C L) 2 + (R e - R i) 2 = R e2 | |
| Vereinfacht ergibt dies: | |
| R e = | (R o - C L) 2 + R i2 |
| 2R i | |
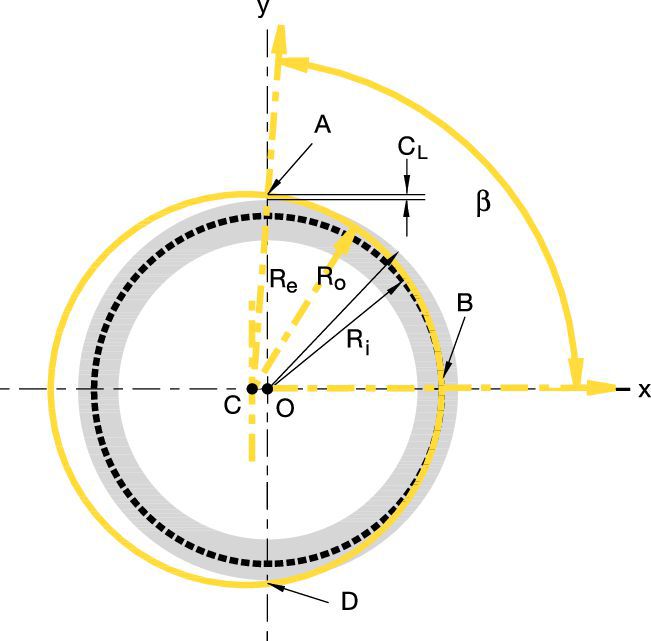 | |
| Den Winkel β ermitteln. | ||||
 | ||||
| sin |  | |||
 | = arc sin | ( | Ro - Re | ) |
| Re | ||||
| Dies ergibt β = 90 ° + arc sin | ( | Ro - Re | ) | |
| Re | ||||
 | ||||
| Problem | Mögliche Ursache | Lösung | |
| Sehr großer Wendeschneidplatten-Verschleiß |  | • Schnittgeschwindigkeit zu hoch. | • Schnittgeschwindigkeit reduzieren. |
| • Späne zu dünn. | • Vorschub erhöhen. | ||
| • Zu wenig Kühlschmiermittel. | • Kühlmittelmenge bzw. -druck erhöhen. | ||
| Ausbrüche an der Schneidkante |  | • Späne zu dick. | • Vorschub reduzieren. • Tangentialkreis als Eintrittsverfahren nutzen. • Drehzahl erhöhen. |
| • Vibrationen. | • Steifigkeit prüfen. | ||
| Aufbauschneidenbildung |  | • Schnittgeschwindigkeit zu niedrig. | • Schnittgeschwindigkeit erhöhen. |
| • Spanstärke zu gering. | • Vorschub erhöhen. | ||
| Rattern/Vibrationen | • Vorschub zu hoch. | • Vorschub verringern. | |
| • Profil zu tief (Gewinde mit normaler Steigung). | • Zwei Durchgänge mit zunehmender Gewindetiefe ausführen • Zwei Durchgänge durchführen und dabei jeweils nur die halbe Gewindelänge bearbeiten. | ||
| • Gewindelänge zu lang. | • Zwei Durchgänge durchführen und dabei jeweils nur die halbe Gewindelänge schneiden. | ||
| Ungenügende Gewindegenauigkeit | • Auslenkung des Werkzeugs. | • Vorschub reduzieren. • Einen Nullschnitt bearbeiten. | |
| Gewindebezeichnung | Normbezeichnung | Toleranzklasse |
| UN | ANSI B 1.174 | 2A/2B |
| UNJ | MIL-S-8879A | 3A/3B |
| ISO | R262 (DIN 13) | 6g/6H |
| NPT | USAS B2.1 : 1968 | Standard-NPT |
| NPTF | ANSI B 1.20.3-1976 | Standardwerkzeuge |
| BSW | B.S. 84 : 1956, DIN 259, ISO 228/1 : 1982 | Klasse A mittel |
| BSPT | B.S. 21 : 1985 | Standard-BSPT |
| ACME | ANSI B1/5 : 1988 | 3G |
| PG | DIN 40430 | Standardwerkzeuge |
| TR | DIN 103 | 7e/7H |
ISO Katalog
ANSI Katalog
to find similar products.Please select a file to download
Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO Katalog | Grade |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?