Welcome
Please confirm your preferences
Update Preferences
Product Suggestions
Product Family suggestions
Hi, User Name
Your Selected Account:
There is an issue with your account. Please contact customer support.
Sold To Account
Change Account
Ship To Account
Change Account
- Dashboard
- Manage Orders
- Manage Channels
- Address Book
-
Notifications
Mark all as read - Change Password
- My Profile
- Sign Out
Item(s)
successfully added to cart
View Cart
View Cart
Item(s)
successfully added to cart
View Cart
View Cart
Editing Solution
Adding Solution
Solution Name: {{SolutionName}}- Products
- /
- Metalworking Tools
- /
- Holemaking
- /
- Solid Carbide Drills
- /
- SPF Drills • CFRP and CFRP Stacks
- /
- HiPACS Drill • 3 x D • Internal Coolant • Straight Shank • Metric
Product Similar To: [Product Name]
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

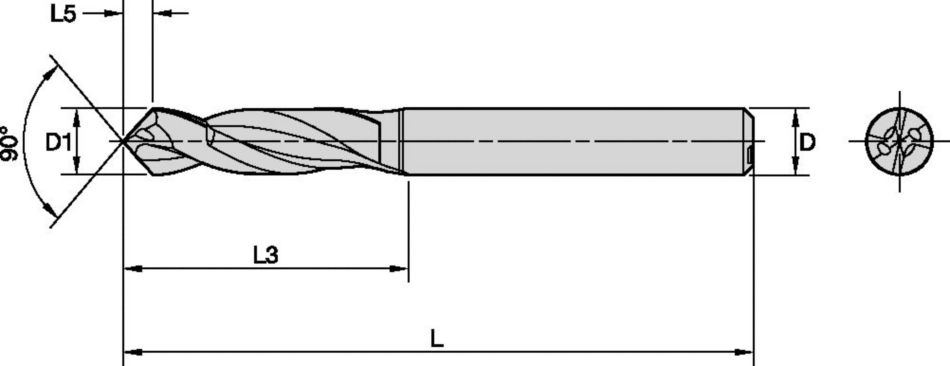
HiPACS Drill • 3 x D • Internal Coolant • Straight Shank • Metric
Solid Carbide Drill for CFRP Rivot Hole Machining in Aerospace
Uses and application
Drilling
Drilling: Stacked Plates
| Material
|
Cutting Speed
|
Inch | |||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 1 | 300 | 390 | 590 | IPR | .002
|
.002
|
.002
|
.002
|
.002
|
.002
|
|
|
| Material
|
 <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 1 | 90 | 120 | 180 | mm/r | 0,05
|
0,05
|
0,05
|
0,05
|
0,05
|
0,05
|
|
|
| Material
|
 <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 1 | 90 | 120 | 180 | mm/r | 0,05
|
0,05
|
0,05
|
0,05
|
0,05
|
0,05
|
|
|
| Material
|
Cutting Speed
|
Inch | |||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||
| Min | Starting Value | Max | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 1 | 260 | 330 | 490 | IPR | .002
|
.002
|
.002
|
.002
|
.002
|
.002
|
| Material
|
Cutting Speed
|
Metric | |||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||
| Min | Starting Value | Max | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 1 | 80 | 100 | 150 | mm/r | 0,05
|
0,05
|
0,05
|
0,05
|
0,05
|
0,05
|
| Material
|
Cutting Speed
|
Metric | |||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||
| Min | Starting Value | Max | 6,0 | 8.0 | 10.0 | 12.0 | 16.0 | 20.0 | |||
| C | 1 | 80 | 100 | 150 | mm/r | 0.05~0.20 | 0.05~0.20 | 0.05~0.20 | 0.05~0.20 | 0.05~0.20 | 0.05~0.20 |
| Material
|
<="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 1 | 90 | 120 | 180 | mm/r | 0,05
|
0,05
|
0,05
|
0,05
|
0,05
|
0,05
|
|
|
| Material
|
Cutting Speed
|
Inch | |||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 1 | 300 | 390 | 590 | IPR | .002
|
.002
|
.002
|
.002
|
.002
|
.002
|
|
|
| Material
|
<="" td=""> |  <="" td="" /> <="" td="" /> |
|||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 1 | 90 | 120 | 180 | mm/r | 0,05
|
0,05
|
0,05
|
0,05
|
0,05
|
0,05
|
|
|
| Material
|
<="" td=""> | <="" td="" /> |
|||||||||||
| Cutting Speed
|
Inch | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 1 | 300 | 390 | 490 | IPR | .001
|
.001
|
.001
|
.001
|
.001
|
.001
|
|
|
| Material
|
<="" td=""> | <="" td="" /> |
|||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 1 | 90 | 120 | 150 | mm/r | 0,03
|
0,03
|
0,03
|
0,03
|
0,03
|
0,03
|
|
|
| Material
|
<="" td=""> | <="" td="" /> |
|||||||||||
| Cutting Speed
|
Metric | ||||||||||||
| Range
|
Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 1 | 90 | 120 | 150 | mm/r | 0,03
|
0,03
|
0,03
|
0,03
|
0,03
|
0,03
|
|
|
-
HiPACS: Fastener Hole Drilling & Countersinking System