Plaquitas para TMS • Fresado de roscas • Rosca UN interna



 | 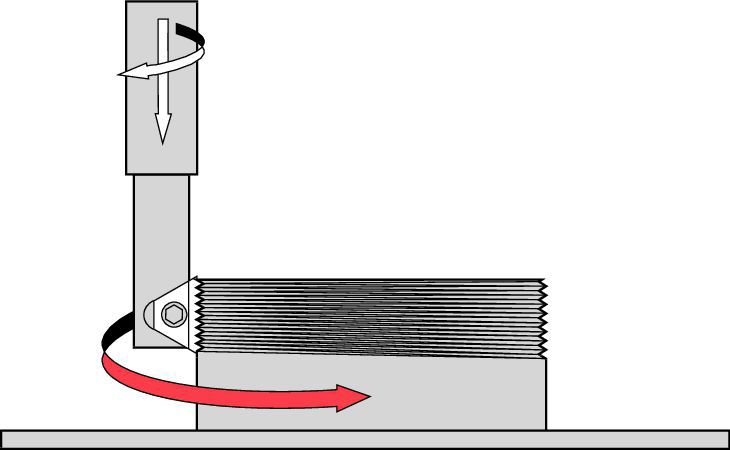 |
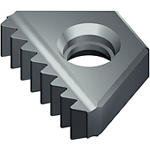
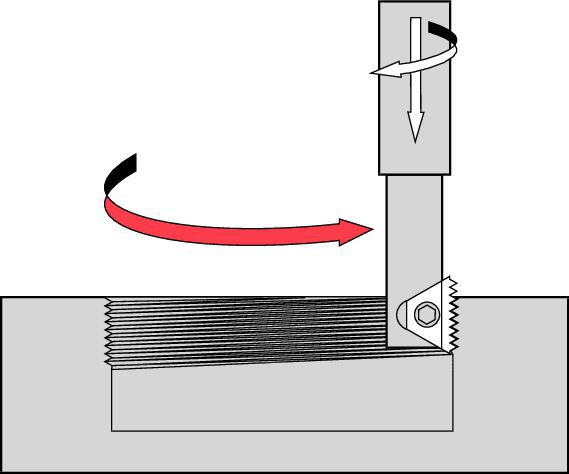
| rosca a derechas... fresado convencional | rosca a izquierdas... fresado convencional |
 |  |
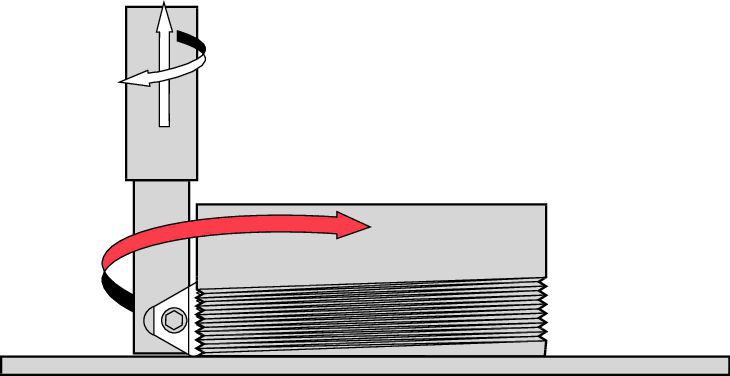
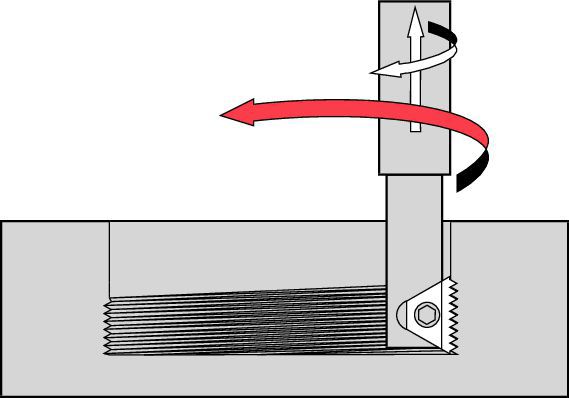
| rosca a derechas... fresado ascendente | rosca a izquierdas... fresado ascendente |
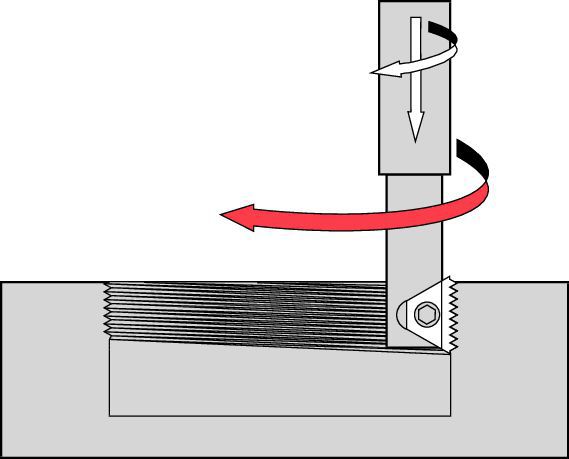 |  |
| rosca a derechas... fresado convencional | rosca a izquierdas... fresado convencional |
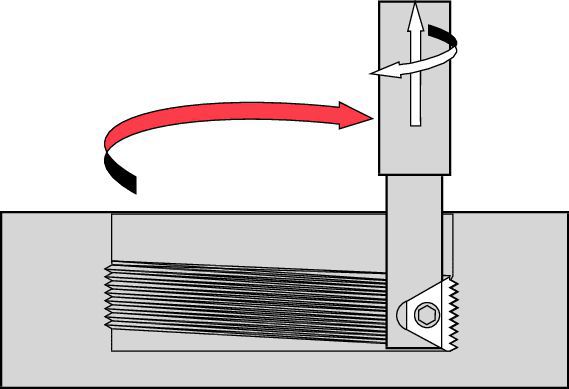 |  |
| rosca a derechas... fresado ascendente | rosca a izquierdas... fresado ascendente |
| Fresa | TPI | 48 | 32 | 24 | 20 | 16 | 12 | 10 | 8 | 7 | 6 | 5.5 | 5 | 4.5 | 4.5 | 4 | 4 |
| paso mm | 0,5 | 0,75 | 1,0 | 1,25 | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | – | 6,0 | – | |
| diámetro de fresa (D1 mm) | diámetro de orificio mínimo (D) (mm) | ||||||||||||||||
| K035TM1RW050-STN10 | 8.89 | 9.50 | 10.01 | 10.69 | 11.40 | ||||||||||||
| K045TM1RW050-STN11N | 11.43 | 11.99 | 12.50 | 13.21 | 13.89 | 14.50 | |||||||||||
| K049TM1RW037LT11S | 12.45 | 13.00 | 13.49 | 14.20 | 14.91 | 15.49 | |||||||||||
| K061TM1RW062-STN16T | 15.49 | 16.00 | 16.51 | 16.94 | 17.91 | 18.49 | 19.51 | ||||||||||
| K067TM2RW075-STN11D | 17.02 | 17.60 | 18.21 | 19.00 | 19.61 | 19.99 | 21.01 | ||||||||||
| K075TM1RW075-STN16T | 19.05 | 19.71 | 20.40 | 21.01 | 21.59 | 22.00 | 23.01 | ||||||||||
| K079TM1RW075-STN16N | 20.07 | 20.70 | 21.41 | 22.00 | 22.61 | 23.01 | 24.00 | ||||||||||
| K087TM1RW100-STN16L | 22.10 | 22.68 | 23.39 | 24.00 | 24.61 | 24.99 | 26.01 | ||||||||||
| K102TM2RW100-STN16D | 25.91 | 26.70 | 27.41 | 27.99 | 28.70 | 29.31 | 30.30 | ||||||||||
| K118TM1RW100-STN27N | 29.97 | 30.71 | 31.39 | 32.00 | 32.79 | 33.50 | 34.59 | 36.60 | 38.99 | 42.01 | 45.01 | 48.01 | |||||
| K146TM1RW125-STN27N | 37.08 | 38.00 | 38.61 | 39.50 | 40.41 | 41.00 | 42.01 | 43.99 | 46.48 | 49.00 | 51.99 | 55.50 | |||||
| K165TM2RW125-STN27D | 41.91 | 43.21 | 43.79 | 45.01 | 46.00 | 46.51 | 47.40 | 49.00 | 51.99 | 54.51 | 57.61 | 60.99 | |||||
| – | 1.38 (UN) | – | – | – | – | – | – | – | – | – | 50.01 | – | 46.81 | – | 44.60 | – | 56.59 |
| – | 1.38 (ISO) | – | – | – | – | – | – | – | – | – | 50.01 | 53.39 | 42.49 | 50.01 | – | 57.51 | – |
| – | 1.38 (BSW) | – | – | – | – | – | – | – | – | – | 49.81 | – | 46.51 | – | 47.40 | – | – |
| Fresa | TPI | 48 | 32 | 24 | 20 | 16 | 12 | 10 | 8 | 7 | 6 | 5.5 | 5 | 4.5 | 4.5 | 4 | 4 |
| paso mm | 0,5 | 0,75 | 1,0 | 1,25 | 1,5 | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 4,5 | 5,0 | 5,5 | – | 6,0 | – | |
| diámetro de fresa (D1 mm) | diámetro de orificio mínimo (D) (mm) | ||||||||||||||||
| K035TM1RW050-STN10 | 8,89 | 9,50 | 10,01 | 10,69 | 11,40 | ||||||||||||
| K045TM1RW050-STN11N | 11,43 | 11,99 | 12,50 | 13,21 | 13,89 | 14,50 | |||||||||||
| K049TM1RW037LT11S | 12,45 | 13,00 | 13,49 | 14,20 | 14,91 | 15,49 | |||||||||||
| K061TM1RW062-STN16T | 15,49 | 16,00 | 16,51 | 16,94 | 17,91 | 18,49 | 19,51 | ||||||||||
| K067TM2RW075-STN11D | 17,02 | 17,60 | 18,21 | 19,00 | 19,61 | 19,99 | 21,01 | ||||||||||
| K075TM1RW075-STN16T | 19,05 | 19,71 | 20,40 | 21,01 | 21,59 | 22,00 | 23,01 | ||||||||||
| K079TM1RW075-STN16N | 20,07 | 20,70 | 21,41 | 22,00 | 22,61 | 23,01 | 24,00 | ||||||||||
| K087TM1RW100-STN16L | 22,10 | 22,68 | 23,39 | 24,00 | 24,61 | 24,99 | 26,01 | ||||||||||
| K102TM2RW100-STN16D | 25,91 | 26,70 | 27,41 | 27,99 | 28,70 | 29,31 | 30,30 | ||||||||||
| K118TM1RW100-STN27N | 29,97 | 30,71 | 31,39 | 32,00 | 32,79 | 33,50 | 34,59 | 36,60 | 38,99 | 42,01 | 45,01 | 48,01 | |||||
| K146TM1RW125-STN27N | 37,08 | 38,00 | 38,61 | 39,50 | 40,41 | 41,00 | 42,01 | 43,99 | 46,48 | 49,00 | 51,99 | 55,50 | |||||
| K165TM2RW125-STN27D | 41,91 | 43,21 | 43,79 | 45,01 | 46,00 | 46,51 | 47,40 | 49,00 | 51,99 | 54,51 | 57,61 | 60,99 | |||||
| – | 35,05 (UN) | – | – | – | – | – | – | – | – | – | 50,01 | – | 46,81 | – | 44,60 | – | 56,59 |
| – | 35,05 (ISO) | – | – | – | – | – | – | – | – | – | 50,01 | 53,39 | 42,49 | 50,01 | – | 57,51 | – |
| – | 35,05 (BSW) | – | – | – | – | – | – | – | – | – | 49,81 | – | 46,51 | – | 47,40 | – | – |
| material de | Velocidad de corte | avance por revolución (mm) |
| KC635M | ||
| aceros al carbono 187 HB | 90–210 | 0,10–0,20 |
| aceros al carbono 187–220 HB | 90–150 | 0,10–0,15 |
| acero aleado 200–250 HB | 60–130 | 0,10–0,15 |
| acero aleado 250–325 HB | 50–90 | 0,10–0,15 |
| acero inoxidable, austenítico 210 HB | 90–140 | 0,10–0,15 |
| acero inoxidable, martensítico 321 HB | 80–110 | 0,05–0,15 |
| acero inoxidable, ferrítico 245 HB | 110–170 | 0,05–0,10 |
| acero fundido 140 HB | 110–170 | 0,05–0,15 |
| acero fundido 220 | 70–130 | 0,05–0,10 |
| aleaciones de titanio | 60–120 | 0,03–0,08 |
| alta temperatura (base de níquel y hierro) | 20–45 | 0,03–0,05 |
| alta temperatura (base de cobalto) | 15–30 | 0,03–0,05 |
| fundición | 80–110 | 0,05–0,15 |
| fundición maleable | 80–120 | 0,03–0,08 |
| material de | Velocidad de corte | avance por revolución (mm) |
| KC635M | ||
| aceros al carbono 187 HB | 90–210 | 0.10–0.20 |
| aceros al carbono 187–220 HB | 90–150 | 0.10–0.15 |
| acero aleado 200–250 HB | 60–130 | 0.10–0.15 |
| acero aleado 250–325 HB | 50–90 | 0.10–0.15 |
| acero inoxidable, austenítico 210 HB | 90–140 | 0.10–0.15 |
| acero inoxidable, martensítico 321 HB | 80–110 | 0.05–0.15 |
| acero inoxidable, ferrítico 245 HB | 110–170 | 0.05–0.10 |
| acero fundido 140 HB | 110–170 | 0.05–0.15 |
| acero fundido 220 | 70–130 | 0.05–0.10 |
| aleaciones de titanio | 60–120 | 0.03–0.08 |
| alta temperatura (níquel y base de hierro) | 20–45 | 0.03–0.05 |
| alta temperatura (base de cobalto) | 15–30 | 0.03–0.05 |
| fundición | 80–110 | 0.05–0.15 |
| fundición maleable | 80–120 | 0.03–0.08 |
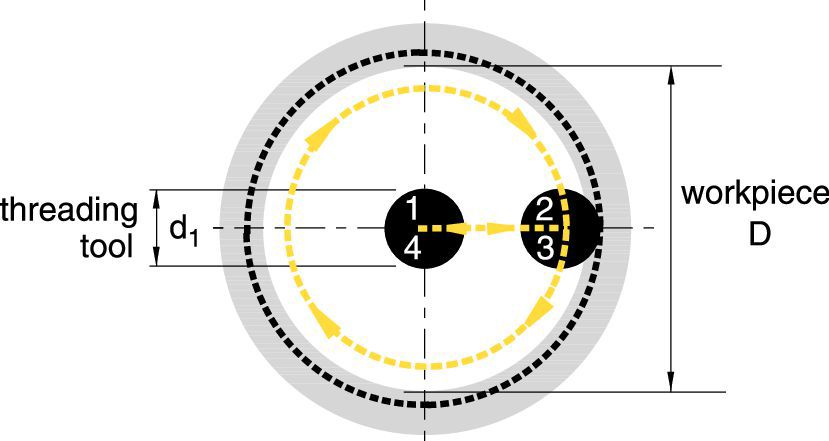
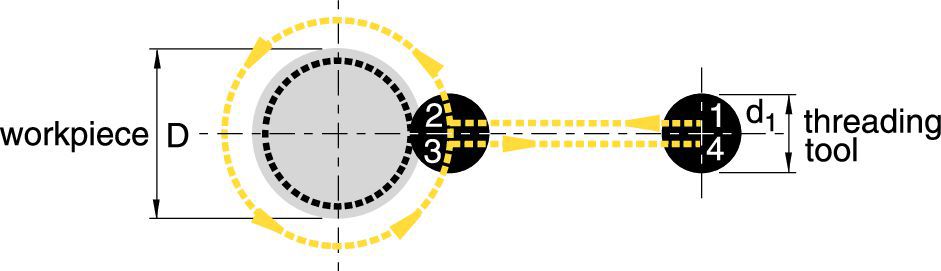
| 1–2: | entrada radial |
| 2–3: | movimiento helicoidal durante una órbita completa (360°) |
| 3–4: | salida radial |
| P1 = F1 + | (F1 x d1) | 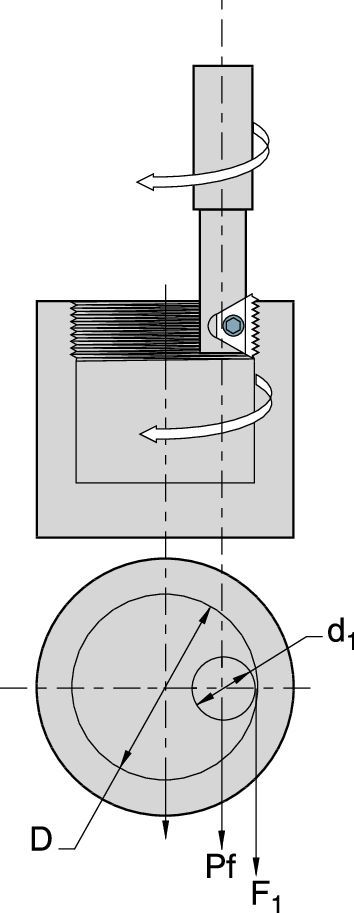 |  |
| D | rosca exterior | rosca interior | |
| P1 = avance del programa (mm/min) D = diámetro mayor (rosca exterior) D = diámetro menor (rosca interior) d1 = diámetro de corte, sobre la plaquita | pieza de trabajo de la herramienta | ||
| F1 = fz x Z x n | RPM = | 12 x SFM | |
| π x d 1 | |||
| F1 =avance en el filo de corte de la herramienta (pulg./min) fz=pulgadas por diente (avance) Z=número de plaquitas efectivas en la fresa n=velocidad rotacional (RPM de husillo) | SFM=velocidad de corte, pies de superficie por minuto d1 =diámetro de fresa, en plaquita π=3.1416 | ||
 |  |
| rosca interior | rosca exterior |
| pitch (TPI) | 24 | 20 | 16 | 12 |
| pitch mm | 1,0 | 1,25 | 1,5 | 2,0 |
| cutter dia. d1 | minimum bore diameter D | |||
| .67 | .748 | .772 | .787 | .827 |
| .75 | .827 | .850 | .866 | .906 |
| .79 | .866 | .890 | .906 | .945 |
| IC plaquita | a (mm) | paso (TPI) | rosca interior | b | número de dientes | Calidad | rosca exterior | b | número de dientes | Calidad | Tipo de fresa | ||
| número de catálogo | KC610M | KC620M | número de catálogo | KC610M | KC620M | ||||||||
| 32 | STN16 32UN-I | 14,99 | 19 | STN16 32UN-E | 14,99 | 19 | |||||||
| 28 | STN16 28UN-I | 14,48 | 16 | STN16 28UN-E | 14,48 | 16 | |||||||
| 27 | STN16 27UN-I | 14,22 | 15 | STN16 27UN-E | 14,22 | 15 | |||||||
| 24 | STN16 24UN-I | 13,97 | 14 | STN16 24UN-E | 14,73 | 14 | |||||||
| 9,53 | 16 | 20 | STN16 20UN-I | 13,97 | 11 | STN16 20UN-E | 13,97 | 11 | STN16 | ||||
| 18 | STN16 18UN-I | 14,22 | 10 | STN16 18UN-E | 14,22 | 10 | |||||||
| 16 | STN16 16UN-I | 14,22 | 9 | STN16 16UN-E | 14,22 | 9 | |||||||
| 14 | STN16 14UN-I | 14,48 | 8 | STN16 14UN-E | 14,48 | 8 | |||||||
| 13 | STN16 13UN-I | 13,72 | 7 | STN16 13UN-E | 13,72 | 7 | |||||||
| 12 | STN16 12UN-I | 14,73 | 7 | STN16 12UN-E | 14,73 | 7 | |||||||
| paso (TPI) | 24 | 20 | 16 | 12 |
| paso mm | 1,0 | 1,25 | 1,5 | 2,0 |
| diám. fresa d1 | diámetro de orificio mínimo D | |||
| 17,02 | 19,00 | 19,61 | 19,99 | 21,01 |
| 19,05 | 21,01 | 21,59 | 22,00 | 23,01 |
| 20,07 | 22,00 | 22,61 | 23,01 | 24,00 |
| IC plaquita | a inch (mm) | pitch (TPI) | rosca interior | b | número de dientes | Calidad | external thread | b | número de dientes | Calidad | Tipo de fresa | ||
| número de catálogo | KC610M | KC620M | número de catálogo | KC610M | KC620M | ||||||||
| 32 | STN16 32UN-I | .59 | 19 | STN16 32UN-E | .59 | 19 | |||||||
| 28 | STN16 28UN-I | .57 | 16 | STN16 28UN-E | .57 | 16 | |||||||
| 27 | STN16 27UN-I | .56 | 15 | STN16 27UN-E | .56 | 15 | |||||||
| 24 | STN16 24UN-I | .55 | 14 | STN16 24UN-E | .58 | 14 | |||||||
| 3/8 | .63 (16) | 20 | STN16 20UN-I | .55 | 11 | STN16 20UN-E | .55 | 11 | STN16 | ||||
| 18 | STN16 18UN-I | .56 | 10 | STN16 18UN-E | .56 | 10 | |||||||
| 16 | STN16 16UN-I | .56 | 9 | STN16 16UN-E | .56 | 9 | |||||||
| 14 | STN16 14UN-I | .57 | 8 | STN16 14UN-E | .57 | 8 | |||||||
| 13 | STN16 13UN-I | .54 | 7 | STN16 13UN-E | .54 | 7 | |||||||
| 12 | STN16 12UN-I | .58 | 7 | STN16 12UN-E | .58 | 7 | |||||||
| Calculate the feed rates: | |||||
| First, find the RPM. | |||||
| RPM = | 12 x SFM | = | 12 x 500 | = | 2418 RPM |
| π x d1 | 3.14 x .79 | ||||
| Next, calculate the feed rate at the insert cutting edge (F1): | |||||
| (using the chosen feed per tooth of .004.) | |||||
| F1 = | IPT x nt x RPM | = | .004 X 1 X 2418 | = | 9.67 in/min |
| Finally, calculate the feed rate at the cutter centerline (F2): | |||||
| F2 = | F1 x (D - d1) | = | 9.67 x (1.182 - .79) | = | 3.207 in/min |
| D | 1.182 | ||||
| Select the thread milling method. | |||||
| Climb milling (preferred) see page . | |||||
| Calculate the radius of the tangential arc Re: | |||||
| Re = | (Ri - CL)2 + R02 | = | (.591 - .02)2 + .6252 | ||
| 2Ro | 2 x .625 | ||||
| Re = | .573333 in. | ||||
| Calculate the angle (β): | |||||
| β = | 90° + arc sin | Ro - Re | |||
| Re | |||||
| β = | 90° + arc sin | .625 - .573333 | |||
| .57333 | |||||
| β = | 90° + 5.17° | = | 95.17° | = | 95° 10' |
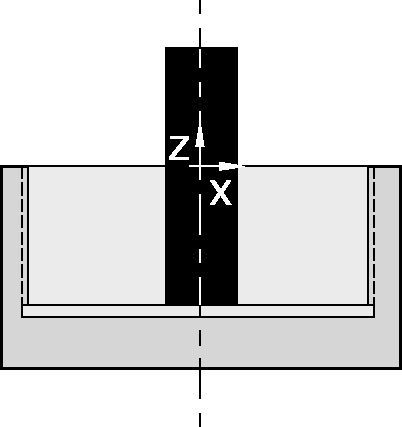
| Calculate the movement along the Z-axis during the entry approach from point “A” to point “B” (Zα). | |||||
| Zα= P (pulg.) x | α° | = | .0625 | = | .0156 in, because α = 90° |
| 360° | 4 | ||||
| Calculate the “X” and “Y” values at the start of the entry approach. | |||||
| X = 0Y = -Ri + CL = -0.591 + 0.02 = - 0.571 pulg. | |||||
| Define Z-axis location at the start of the entry approach. (NOTA: L = length of thread) | |||||
| Z = - (L + Zα) = - (0.50 + 0.0156) = - 0.5156 pulg. | |||||
| Define the starting point. | |||||
| Xa = 0 | |||||
| Ya = 0 | |||||
| Calcule los avances: | |||||
| En primer lugar, busque las RPM. | |||||
| RPM = | 1000 x Vc | = | 1000 x 150 | = | 2387 RPM |
| π x d1 | π x 20 | ||||
| A continuación, calcule el avance en el filo de corte de la plaquita (F1): | |||||
| (al usar el avance por diente elegido de 0,1 mm.) | |||||
| F1 = | Fz x Z x N | = | 0,1 X 1 X 2387 | = | 238,7 mm/min |
| Finalmente, calcule el avance en la línea central de la fresa (F2): | |||||
| F2 = | F1 x (D - d1) | = | 238,7 x (30 | = | 79,57 mm/min |
| D | 30 | ||||
| Seleccione el método de fresado de roscas. | |||||
| Para el fresado ascendente (preferible) consulte la página . | |||||
| Calcule el radio del arco tangencial Re: | |||||
| Re = | (Ri - CL)2 + RO2 | = | (15 | ||
| 2 x RO | 2 x 15,875 | ||||
| Re = | 14,55 mm | ||||
| Calcule el ángulo (β): | |||||
| β = | 90° + arco sen | Ro - Re | |||
| Re | |||||
| β = | 90° + arco sen | 15,875 - 14,55 | |||
| 14,55 | |||||
| β = | 90° + 5.17° | = | 95,2° | = | 95° 12' |
| Calcule el movimiento junto con el eje Z durante la aproximación de la entrada desde el punto "A" al punto "B" (Zα). | |||||
| Zα= P (mm) x | α° | = | 1,578 | = | 0,394 mm porque α = 90° |
| 360° | 4 | ||||
| Calcule los valores "X" e "Y" al inicio de aproximación de la entrada. | |||||
| X = 0Y = Ri + CL = 15 + 0,5 = 15,5 mm | |||||
| Defina la ubicación del eje Z al inicio de la aproximación de la entrada. (NOTA: L = longitud de rosca) | |||||
| Z = (L + Zα) = 12,7 + 0,3945 = 13,0945 mm | |||||
| Defina el punto de inicio. | |||||
| Xa = 0 | |||||
| Ya = 0 | |||||
| Programa CNC (Fanuc 11M) | |||
| % | |||
| N10G90G00G57X0.000Y0.000 | |||
| N20G43H10Z0.M3S2417 | |||
| N30G91G00X0.Y0.Z–0.5156 | |||
| N40G41D60X0.000Y–0.5710Z0. | |||
| N50G03X0.6250Y0.5710Z0.0156R0.5733F3.206 | |||
| N60G03X0.Y0.Z0.0625I–0.625J0. | |||
| N70G03X–0.625Y0.5710Z0.0156R0.5733 | |||
| N80G00G40X0.Y–0.5710Z0. | |||
| N90G49G57G00Z8.0M5 | |||
| N100M30 | |||
| % | |||
| Ri = | D | RO = | DO |
| 2 | 2 | ||
| D = diámetro menor | DO = diámetro nominal | ||
| α 90° | |||
 | |||
 | |||
| Apéndice A | |
| Derivación de Fórmulas para fresado de roscas interiores | |
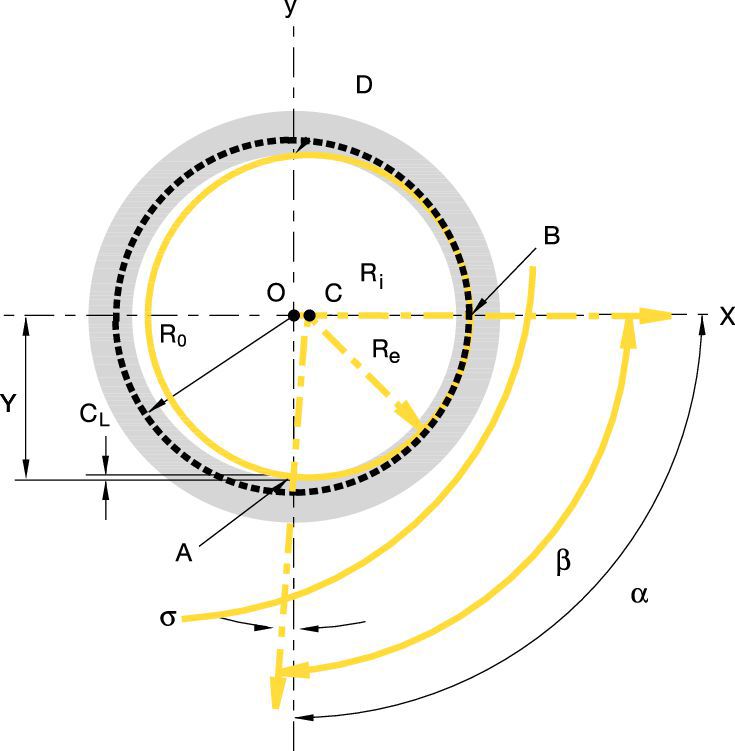
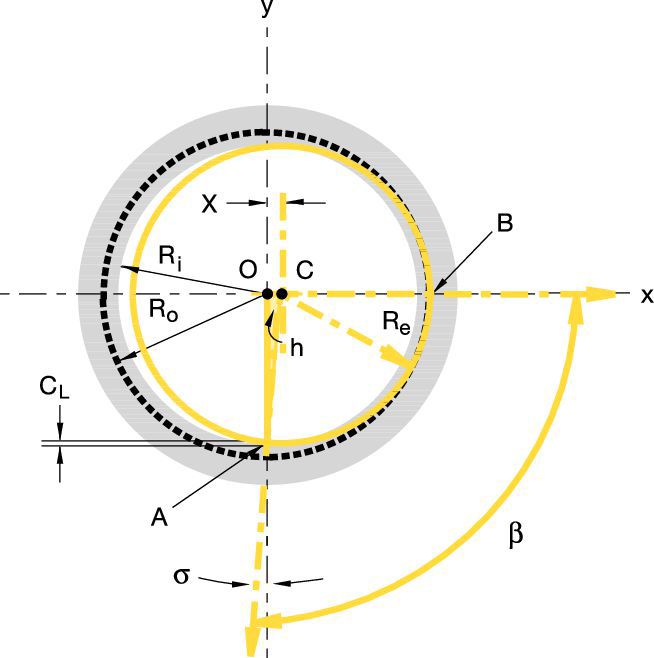
| Re, β, y X se pueden encontrar a través de un análisis geométrico de la trayectoria de entrada. | |
| Esta trayectoria de entrada se define por la herramienta de recorrido a lo largo de una trayectoria circular, con un radio de Re sobre el punto "C". | |
| R e = | (R i - C L) 2 + R o2 |
| 2R o | |
| El triángulo OAC nos permite simplemente resolver Re. | |
| OA = Ri – CL CA = Re OC = Ro – Re | |
| La Ley de Pitágoras establece: OA2 + OC2 = AC2 | |
| Al sustituir los valores reales, se obtiene: | |
| (R i - C L) 2 + (R o - R e) 2 = R e2 | |
| Simplificando, se obtiene: | |
| R e = | (R i - C L) 2 + R o2 |
| 2R 0 | |
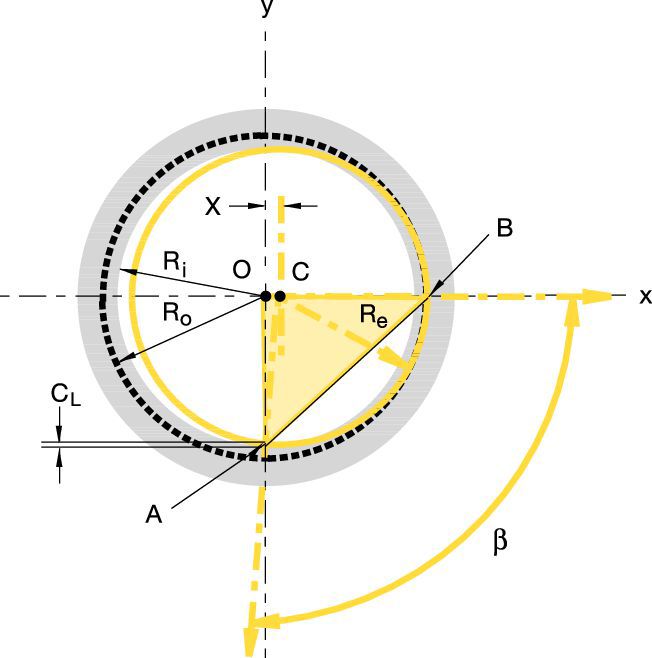 | |
| Encuentre el ángulo β. | |||
| β se puede encontrar fácilmente usando el mismo triángulo: | |||
| sen β = | AO | = | (Ro + CL) |
| AC | Re | ||
| β = arc sen | ( | (Ro + CL) | ) |
| Re | |||
 | |||
| Apéndice B | |
| Derivación de Fórmulas para fresado de roscas exteriores | |
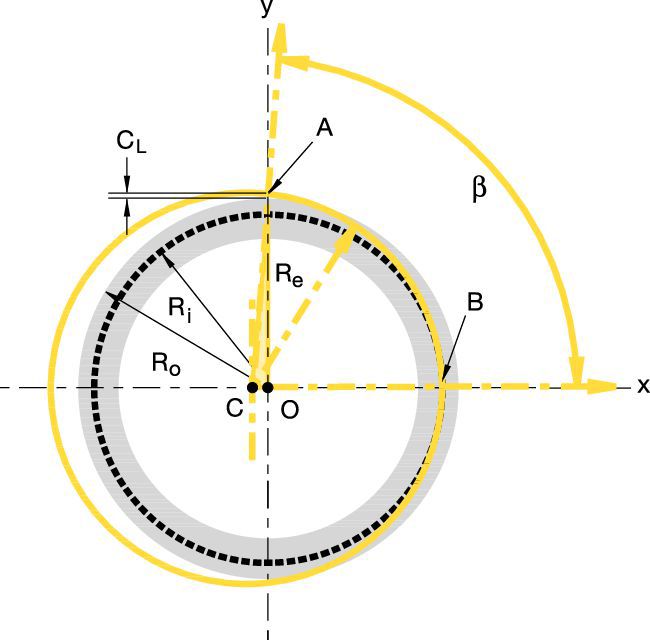
| Re, β, y X se pueden encontrar a través de un análisis geométrico de la trayectoria de entrada. | |
| Esta trayectoria de entrada se define por la herramienta de recorrido a lo largo de una trayectoria circular, con un radio de Re sobre el punto "C". | |
| R e = | (R o - C L) 2 + R i2 |
| 2R i | |
| El triángulo OAC nos permite simplemente resolver Re. | |
| OA = Ro – CL CA = Re OC = Re – Ri | |
| La Ley de Pitágoras establece: OA2 + OC2 = AC2 | |
| Al sustituir los valores reales, se obtiene: | |
| (R o - C L) 2 + (R e - R i) 2 = R e2 | |
| Simplificando, se obtiene: | |
| R e = | (R o - C L) 2 + R i2 |
| 2R i | |
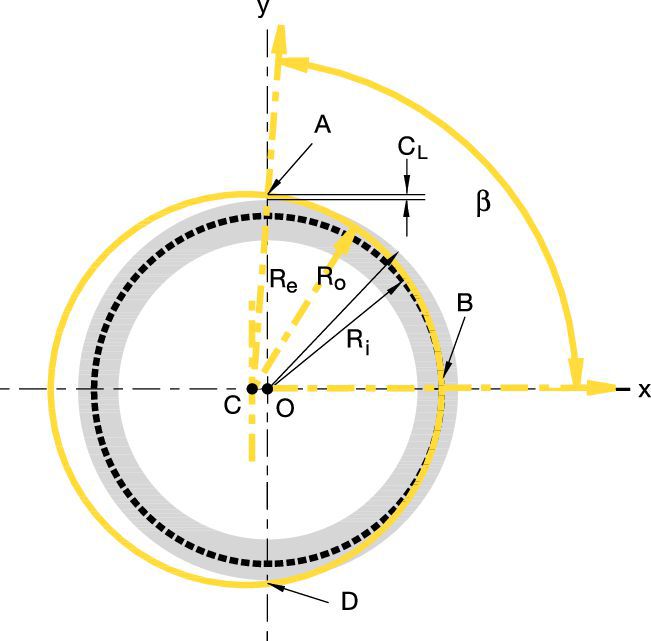 | |
| Encuentre el ángulo β. | ||||
 | ||||
| sen |  | |||
 | = arc sen | ( | Ro - Re | ) |
| Re | ||||
| Por lo tanto, β = 90 ° + arc sen | ( | Ro - Re | ) | |
| Re | ||||
 | ||||
| problema | posible causa | solución | |
| desgaste excesivo del flanco de la plaquita |  | • Velocidad de corte demasiado alta. | • Reduzca la velocidad de corte. |
| • La viruta es demasiado delgada. | • Aumente el avance. | ||
| • Refrigerante insuficiente. | • Aumente cantidad / presión de líquido refrigerante. | ||
| astillamiento del filo de corte |  | • La viruta es demasiado gruesa. | • Reduzca el avance. • Utilice el método de arco tangencial de entrada. • Aumente las RPM. |
| • Vibración. | • Revise la rigidez. | ||
| acumulación de material en el filo de corte |  | • Velocidad de corte demasiado lenta. | • Aumente la velocidad de corte. |
| • El espesor de la viruta es demasiado pequeño. | • Aumente el avance. | ||
| vibración | • El avance es demasiado alto. | • Reduzca el avance. | |
| • El perfil es demasiado profundo (roscas de paso grueso). | • Ejecute dos pasadas, cada una con una mayor profundidad de corte. • Ejecute dos pasadas, cada una cortando sólo la mitad de la longitud de la rosca. | ||
| • La longitud de la rosca es demasiado larga. | • Ejecute dos pasadas, cada una cortando sólo la mitad de la longitud de la rosca. | ||
| precisión insuficiente de la rosca | • Deflexión de la herramienta. | • Reduzca el avance. • Ejecute un corte cero. | |
| denominación de rosca | denominación estándar | clase de tolerancia |
| UN | ANSI B 1.174 | 2A/2B |
| UNJ | MIL-S-8879A | 3A/3B |
| ISO | R262 (DIN 13) | 6g/6H |
| NPT | USAS B2.1 : 1968 | estándar NPT |
| NPTF | ANSI B 1.20.3-1976 | estándar |
| BSW | B.S. 84 : 1956, DIN 259, ISO 228/1 : 1982 | clase media A |
| BSPT | B.S. 21 : 1985 | estándar BSPT |
| ACME | ANSI B1/5 : 1988 | 3G |
| PG | DIN 40430 | estándar |
| TR | DIN 103 | 7e/7H |
ISO catálogo
ANSI catálogo
to find similar products.Please select a file to download
Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO catálogo | Grade |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?