
Konkurenční analýza: Snímek pájeného spoje
K smáčení karbidu na ocel se běžně používá tavicí činidlo. To může pomoci zmírnit některé výše uvedené problémy.
Má to nicméně i své nevýhody.
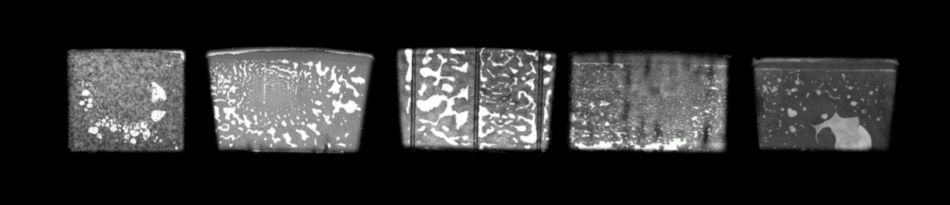
Tavicí činidlo je žíravé a je obtížné ho vyjmout, což má za následek, že jsou dutiny pod obložením (jak je znázorněno na obrázku níže) velmi běžné. Když se navíc objeví na okraji, mohou kapaliny vtékat do odstředivky a způsobit urychlenou korozi štěrbin a v konečném důsledku vést k odlepení karbidu od opěrné desky.
Odolnost karbidového obložení proti opotřebení je vždy důvodem k obavám. Společnost Kennametal tento problém řeší použitím nejvyšší kvality materiálů, ale opravdu největším problémem, který na trhu vidíme, je delaminace obložení.
Hlavním problémem je příprava na pájení. Oleje a jiné nečistoty, jako je povrchová oxidace na karbidových a ocelových součástech, mohou zabránit tvorbě dobré vazby. Pájený spoj a kvalita vazby se mohou také měnit v závislosti na zkušenostech pracovníků provádějících pájení.
Konkurenční pájené obložení – Poznámka: Bílé oblasti jsou prázdná místa
Naší odpovědí na tyto výzvy spojené s pájením bylo aplikovat naši ověřenou technologii pájení a vyvinout celkové řešení pro eliminaci problémů spojených s obložením dekantačních odstředivek. Výsledkem je spoj mezi karbidem a ocelí, který je prakticky bez prázdných míst.
Jak jsme toho dosáhli?
- Vícestupňová příprava povrchu s karbidem i ocelí
- Patentovaný vzorec pájení, který je odolný vůči korozi a nevyžaduje tavicí činidlo
- Náš samofixační karbid se připevní k oceli pro konzistentní tloušťku spojů. Kvalita tak není podmíněna dovednostmi technika.
- Karbid odolný proti korozi vyrobený z našich vlastních sort karbidů.
Proto věříme, že právě naše obložení je nejspolehlivějším obložením, které je dnes na trhu dostupné.
Pájené obložení Kennametal KDCT4 – Prakticky bez prázdných míst

Technické zdroje společnosti Kennametal jsou bezkonkurenční. Právě tyto zdroje jsou naší dobře známou zbraní, která nám umožnila vyvinout nejlepší obložení odstředivek na trhu. Mezi naše kroky zajištění a ověření kvality patří:
- Ultrazvukové skenování spoje pájení
- Vyhodnocení mikrostruktury spoje pájení
- 100% vizuální kontrola externího spoje pájení a karbidu
- Postup ASTM G65 A – Testování abrazivního opotřebení
- Testování koroze – gravimetrické a potenciostatické metody
- Testování ponořením do slané vody
- Testování tvrdosti ocelového podkladu podle Rockwellovy stupnice po pájení