
HARVI™ II • Square End • 5 Flutes • Weldon® Shank • Inch
HARVI™ II Solid Carbide End Mill for Roughing and Finishing of Multiple Materials
Características e benefícios
- Versatile solid carbide end mill for steels, stainless steel, cast iron, and hard materials.
- HARVI™ II solid carbide end mills cover a variety of operations, including dynamic milling.
- HARVI™ II solid carbide end mills feature unequal flute spacing for chatter-free machining at highest feed rates.
- Slotting up to 1 x D.
Usos e aplicações
Trochoidal Milling
Fresamento de rampa: 3°
Abertura de canal: topo reto
Fresamento lateral/fresamento de canto: topo reto
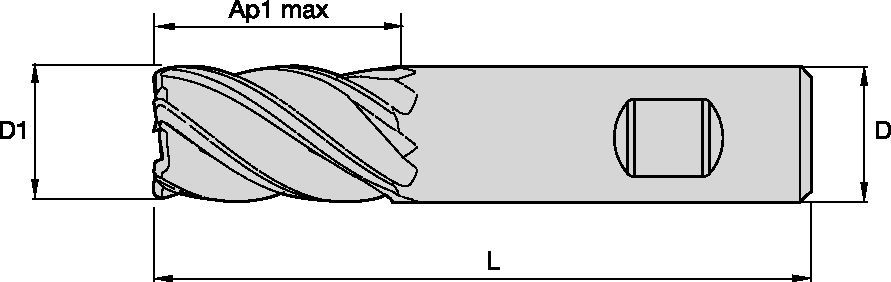
Dimensões da ferramenta: Configuração de canal: 5
Ângulo de hélice: 38°
Estilo de canto: Canto com raio«1
Estilo de canto: topo reto
 <="" td="">
<="" td=""> <="" td="">
<="" td=""> <="" td="" />
<="" td="" />