Bem-vindo!
Confirme suas preferências
Atualizar preferências
Sugestões de produtos
Product Family suggestions
Kennametal ao seu serviço
Olá., User Name
Sua conta selecionada:
Existe um problema com a sua conta. Entre em contato com o suporte ao cliente.
Conta do vendedor
Alterar conta
Conta de entrega
Alterar conta
- Painel de controle
- Gerenciar pedidos
- Gerenciar canais
- Catálogo de endereços
-
Notificações
Marcar todas como lidas - Alterar senha
- Meu perfil
- Desconectar
Itens
adicionado com sucesso ao carrinho
Ver o carrinho
Ver o carrinho
Kennametal ao seu serviço
Itens
adicionado com sucesso ao carrinho
Ver o carrinho
Ver o carrinho
Editando solução
Adicionando solução
Nome da solução: {{SolutionName}}- Produtos
- /
- Ferramentas de usinagem
- /
- Fresamento
- /
- Fresamento intercambiável
- /
- Fresas de cerâmica
- /
- Fresas de cerâmica • RN
- /
- KCRA • RN
- /
- KCRA - RN • Fresas de facear • Métrico
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

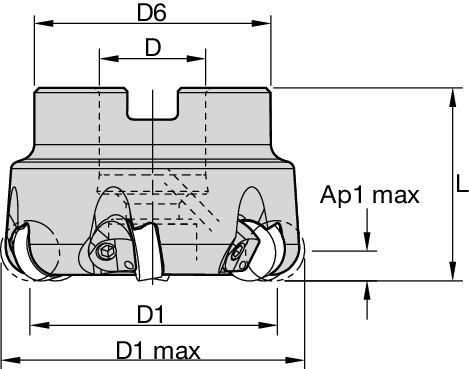
KCRA - RN • Fresas de facear • Métrico
Fresas de facear
Características e benefícios
- A melhor escolha para fresamento de canto de ligas resistentes a altas temperaturas.
- Taxa de remoção de material superior devido a fresas de passo fino.
- Sistema seguro de fixação que melhora a estabilidade e confiança do processo.
- Função de refrigeração a ar efetiva. Melhor fluxo do cavaco e melhor vida útil da ferramenta do inserto.
Usos e aplicações
Milling - Pressurized Air Coolant
Fresamento de face
Fresamento lateral/fresamento de canto: ponta esférica
Fresamento — Lateral e de face
| Material Group | Light
|
General
|
Heavy
|
|||
| – | (Light geometry) | – | (Strong geometry) | |||
| – | wear
|
 <="" td=""> <="" td=""> | toughness | |||
| – | Geometry | Grade | Geometry | Grade | Geometry | Grade |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | – | – | – | – | – | – |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | .EGN | KYS30 | .EGN | KYS30 | .TGN | KYS30 |
| S3 | .EGN | KYSP30 | .EGN | KYSP30 | .TGN | KYSP30 |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
A uma profundidade de corte (ap) de 6,35mm
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | 0,08 | 0,09 | 0,11 | 0,06 | 0,07 | 0,09 | 0,06 | 0,06 | 0,07 | 0,05 | 0,06 | 0,07 | 0,05 | 0,06 | 0,07 | .EGN |
| .TGN | 0,13 | 0,17 | 0,19 | 0,09 | 0,13 | 0,14 | 0,08 | 0,11 | 0,13 | 0,08 | 0,10 | 0,12 | 0,08 | 0,10 | 0,12 | .TGN |
A uma profundidade de corte (ap) de 3,00
| Light
|
General
|
Heavy
|
A uma profundidade de corte (ap) de 1,50
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | 0,18 | 0,20 | 0,24 | 0,13 | 0,15 | 0,18 | 0,12 | 0,13 | 0,16 | 0,11 | 0,12 | 0,15 | 0,11 | 0,12 | 0,14 | .EGN |
| .TGN | 0,27 | 0,36 | 0,41 | 0,20 | 0,27 | 0,31 | 0,17 | 0,23 | 0,27 | 0,16 | 0,22 | 0,25 | 0,16 | 0,21 | 0,24 | .TGN |
A uma profundidade de corte (ap) de 0,75
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | 0,10 | 0,11 | 0,13 | 0,07 | 0,08 | 0,10 | 0,07 | 0,07 | 0,09 | 0,06 | 0,07 | 0,08 | 0,06 | 0,07 | 0,08 | .EGN |
| .TGN | 0,15 | 0,20 | 0,23 | 0,11 | 0,15 | 0,17 | 0,10 | 0,13 | 0,15 | 0,09 | 0,12 | 0,14 | 0,09 | 0,12 | 0,14 | .TGN |
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | 0,13 | 0,14 | 0,18 | 0,10 | 0,11 | 0,13 | 0,09 | 0,09 | 0,12 | 0,08 | 0,09 | 0,11 | 0,08 | 0,09 | 0,11 | .EGN |
| .TGN | 0,19 | 0,26 | 0,30 | 0,15 | 0,19 | 0,22 | 0,13 | 0,17 | 0,19 | 0,12 | 0,16 | 0,18 | 0,12 | 0,15 | 0,18 | .TGN |
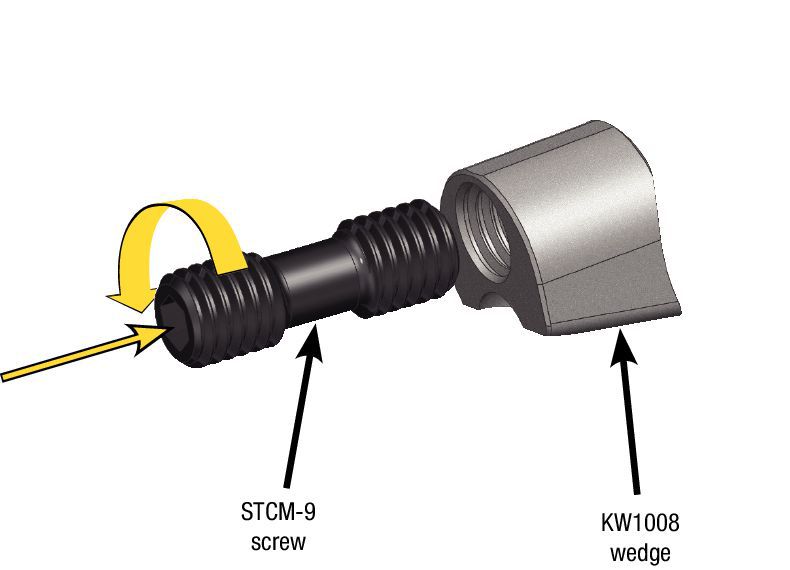
Guia de montagem do inserto
| Safety Notes | |||||
 <="" td=""> <="" td=""> |  <="" td=""> <="" td=""> |  <="" td=""> <="" td=""> |  <="" td=""> <="" td=""> |  <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
| Read all instructions carefully | Wear eye protection | Inspect and tighten fasteners regularly | Warning: Cutting hazard | Warning: Hot surfaces | Do not exceed maximum RPM |
| Assembly Instructions | |
| Assemble STCM-25 screw to KW1008 wedge, 1 to 1 1/2 turns. | Wedge/screw assembly. |
 <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
| Install wedge/screw assembly into cutter body, but maintain assembly gap for installing insert. | Slide insert, RNGN12... into pocket and torque wedge/insert assembly to 3,5 Nm (31 in/lbs). Repeat for each pocket. |
 <="" td=""> <="" td=""> |  <="" td="" /> <="" td="" /> |
Velocidades iniciais recomendadas [m/min.]
| Material Group | KYS30 | KYSP30 | |||||
| P | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | |
| 5 | – | – | – | – | – | – | |
| 6 | – | – | – | – | – | – | |
| M | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |
| K | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |
| N | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| S | 1 | 805 | 660 | 510 | 805 | 660 | 510 |
| 2 | 805 | 660 | 510 | 805 | 660 | 510 | |
| 3 | 1170 | 950 | 730 | 1170 | 950 | 730 | |
| 4 | – | – | – | – | – | – | |
| H | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |