

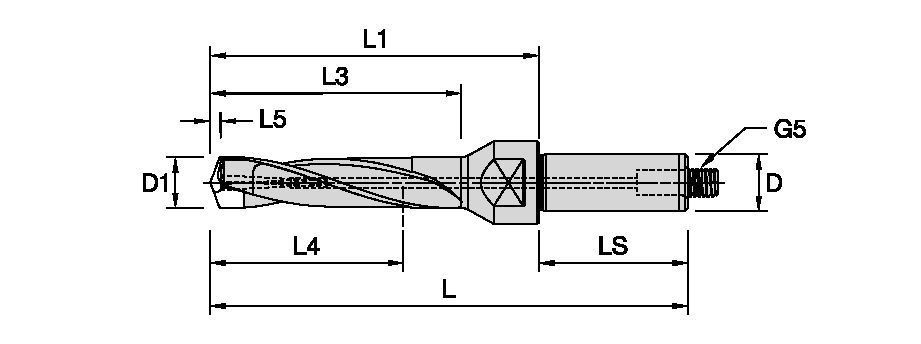
KSEM™ • ST-Line • Corpo da broca • Haste SFP • Métrico
Corpo de broca modular para furação de aço estrutural
Características e benefícios
- Haste reta com flange e pino rosqueado para proporcionar uma rigidez extraordinária, o que resulta em maior vida útil da ferramenta e melhor performance.
- Canais de refrigeração otimizados para mínima quantidade de lubrificante (MQL) e lubrificação.
- Sistema de furação modular KSEM para fixação do inserto, proporcionando maior durabilidade e confiabilidade.
Usos e aplicações
Furação
Furação: Placas sobrepostas